
Erfahrung mit Saintsmart TPU auf CR-10?
- Themenstarter RZR
- Beginndatum
Schick ruhig mal ein paar Fotos 🙂
Was klappt nicht?
Wie sieht dein CR10 aus?
Denn sowas ist auch stark abhängig vom Drucker. Deswegen ist es fast unmöglich richtige Parameter zu übernehmen.
Fängt bei der Temperatur an, die wenigsten haben ihre Temperatur richtig kalibriert oder überprüft. Bei den billigen 100k Sensoren auch kaum möglich. Ist also immer mehr ein relativer Wert von deinem Drucker.
Dazu kommt noch, je aus welchem Material Heatblock und Nozzle sind wird die Temperatur anders an das Filament abgegeben : /
Deswegen sind mehr Infos zum Drucker wichtig.
Ansonsten musst du ein paar Dinge halt selbst kalibrieren.
Allgemein, TPU Druckt besser mit einem DDE als mit einem Bowden.
TPU braucht eine gute Kühlung, vor allem wenn man es in einem geschlossenen Gehäuse druckt.
TPU wird in der Regel, und je nach TPU bei mir zwischen 210° und 240°C gedruckt, auf ein 50-70°C heißes Bett. Achtung, je nach Auflage ist die ankommende Temperatur unterschiedlich.
70°C hab ich also bei Pertinax, da kommt nicht viel an, 50°C bei Glas, das überträgt die Wärme sehr gut.
Dabei ist fast egal was für ein Bett, das hält überall, so lange das Bett gut gelevelt ist.
Da sind wir beim nächsten Punkt, BLT oder anderes ABL System ist immer hilfreich, dann noch das richtige Z Offset einstellen und Probleme dieser Art sind Vergangenheit. Bei exotischeren Filamenten muss man dann nur noch das richtige Material fürs Bett finden. Allgemein kann ich hier noch Pertinax angeschliffen empfehlen.
Darauf hält bisher alles, auch Nylon und PC.
Geschwindigkeit ist extrem abhängig vom Drucker. Nur weil ich 100mm/s schaffe, heißt das nicht, das das immer geht. Erstmal klein bei 30mm/s anfangen, macht einen geringeren Unterschied als man denkt")
Wird eh erst wichtig wenn Drucke sich verziehen und schneller fertig sein müssen ohne zu sterben.
Egal welcher Drucker, auf jeden Fall Linear Advance einstellen. Man kann den K Value für jedes Filament in Cura per Plugin hinterlegen, muss dann einmal kalibriert werden und behebt sehr viele Probleme.
Also auf jeden Fall mal anschauen!
Der K Value ist wieder stark vom Filament und Drucker abhängig, kann also nur selbst ermittelt werden.
https://marlinfw.org/docs/features/lin_advance.html
https://marlinfw.org/tools/lin_advance/k-factor.html
Dafür braucht dein Ender mind. Marlin2.0 und ein 32bit Board.
Ich mag die SKR Boards von BTT:
46.65€ 6% OFF|BIGTREETECH BTT SKR Mini E3 V 3,0 Motheboard 32Bit TMC2209 Fahrer Für Ender 3/5 Pro Upgrade SKR 2 SKR V 1,4 Turbo 3D Drucker Teile|3D Printer Parts & Accessories| - AliExpress
Mein lieblings Shop ist Trianglelab: DFORCE Trianglelab Store - Amazing prodcuts with exclusive discounts on AliExpress
Gibt auch in der EU einen "Ableger": https://decoprint-3d.com/
Fürs Nozzle und den Heatblock empfehle ich vernickeltes Kupfer, sehr robust, super Wärmetransport.
7.89€ 8% OFF|Trianglelab PT100 V6 Überzogene Kupfer Wärme Block Für ED V6 Hotend 3D Drucker Erhitzt Block für Sensor Patrone DDB Extruder|3D Printer Parts & Accessories| - AliExpress
7.89€ 8% OFF|Trianglelab T V6 Überzogene Kupfer Düse Langlebig Nicht stick Hohe Leistung Für 3D Drucker M6 Gewinde Für V6 Drachen Hotend|3D Printer Parts & Accessories| - AliExpress
https://decoprint-3d.com/collections/v6-hotend/products/v6-heatblock-kupfer-beschichtet
https://decoprint-3d.com/collections/dusen-throats/products/v6-plated-copper-duse
Wer kein spezielles Hotend hat, dem kann ich eine BiMetal Heatbreak empfehlen:
https://decoprint-3d.com/collections/heatbreaks/products/bi-metall-heatbreak-glatte-version
Zusammen mit Kupfer Block und Nozzel ist das schon ein super Hotend.
Aber Vorsicht, das lässt nur noch Filament bis 1,8mm durch, dicker und es kann verstopfen.
Ist aber nur bei fehlerhaften Filamentrollen problematisch, so dick sollten die eigentlich nie sein.
Erfahrungsgemäß kann man die noch durch einen Bowden drucken.
Bei dieser Konfiguration hat man auch den Vorteil, dass das Filament nicht mehr am Bowden vorbei kann, wird sauber verschraubt und undichte Hotends sind vorbei
Am besten mit Drehmomentschlüssel anziehen, zu fest ist ab.
Für TPU ist ein guter Extruder auch wichtig, das Filament sollte nicht verrutschen, aber auch nicht gequetscht werden. Ich bevorzuge den BMG von Triangle:
35.95€ 17% OFF|Trianglelab RNC Nano Beschichtet Getriebe DDB Extruder V 2,1 Bowden Extruder Dual Stick Extruder Für 3d drucker Ender3 CR10 TEVO MK8|3D Printer Parts & Accessories| - AliExpress
Aber auch ohne große Änderungen an der Hardware sollte es klappen
Wichtig ist dann aber, das alles richtig kalibriert ist.
E-Steps werden nicht kalibriert! Die Werte ergeben sich aus der Übertragung und sind quasi fix!
Beim Extruder muss nur der Flow kalibriert werden.
Der Flow ist abhängig vom Extruder, vom Filament Durchmesser, vom Filament selbst und stark von der Temperatur.
Ein richtig eingestellter Flow ist wichtig für alles andere.
Also erstmal eine mittlere Temperatur wählen ~ 220°C, die kann dann nachher noch optimiert werden.
Aber grundsätzlich. Desto kälter man druckt umso schöner werden die Drucke, aber umso schlechter wird die Layerhaftung, da sucht man nur einen Sweetspot, der kann bei jedem anders sein, deswegen ist die Temperatur nicht so wichtig wie man denkt.
Wichtiger ist der Einfluss der Temperatur auf den Flow!
Für ca. 5°C steigt der Flow um 1-2%. Das hat viel größere Auswirkungen.
Zur Kalibrierung komme ich am Ende, davor noch andere wichtige Punkte.
Wenn der Flow gefunden ist, kann man Linear Advance kalibrieren. Und danach mal ein paar Temptower drucken um seine anderen Werte zu optimieren. Das kann aber sehr lange dauern und wird auch in Zukunft nicht aufhören
Für TPU auch noch genau so wichtig, vor allem bei Stringing und Blobs ist. Das Filament gut trocknen!
TPU zieht gerne Wasser, daher absolut trocken lagern, am besten mit Silicagel in einer luftdichten Kiste oder Tüte. Auch ganz neues Filament kann zu nass sein. Das erstmal bei 50-60°C im Backofen oder Dörrofen für 8-12 Stunden trocknen, der Unterschied ist gewaltig.
Hier A70 TPU, links neu aus der Tüte, rechts nach ordentlichem Trocknen:

(Achtung Extrembeispiel)
Nächster Punkt, Linienbreite. Hierbei gilt, durch ein 0,4mm Nozzel druckt man am besten eine 10-20% breitere Linie, also 0,44mm in meinem Fall. Das erhöht den Druck im Nozzel und führt zu einer besseren Layerhaftung.
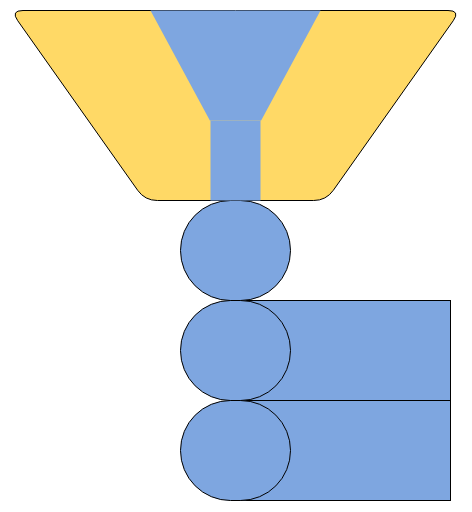
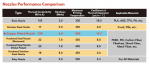
3D Print Speed: How to find the optimal speed for reliable and constant print quality
Hierbei auch wieder stark abhängig von der Qualität vom Nozzel. Billige Messingnozzel sind nicht lange bei 0,4mm und oft eh weit davon entfernt
Auch hier muss jeder selbst den richtigen Wert ermitteln.
Ist alles das erfüllt kommen wir nun zur Flow Kalibrierung:
Die könnte einfacher nicht sein, wir starten bei 100% Flow, drucken eine Testwand, stärke 2 und messen nach. Erwarten würden wir 0,88mm.
Sagen wir mal wir messen 0,92mm, so wird der neue Flow errechnet.
Flow = 0,88 / 0,92 *100 = ~96
Lieber etwas zu viel als zu wenig. Das einfach immer wiederholen wenn man mal was ändert. Wenn das Filament sich ändert, wenn sich die Temperatur ändert etc.....
Ich hab ein paar meiner Walltests angehangen, können aber auch schnell gezeichnet werden
Dann also nachdem der Flow für die erste Temperatur gefunden ist, wird Linear Advance, dann die Retraction getuned, das alles ein paar mal widerholen, denn alles ist von allem abhängig
Aber trotzdem sollte man nach kurzer Zeit anständige Werte finden.
Also nochmal zusammenfassend die wichtigsten Punkte:
TPU Trocknen
Flow
Linear Advance
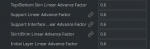
Als kleine Übersicht Poste ich nun noch meine eigenen Cura Einstellungen für A95 TPU, aber vorsichtig, die sind für meinen Drucker, und manche Werte sind sehr spezifisch für den Drucker, also nicht blind übernehmen.



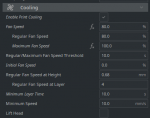
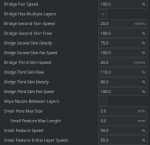
Und hier einmal alle Werte, oben waren nur meine sichtbaren, die ich je nach Druck auch mal ändere












Was klappt nicht?
Wie sieht dein CR10 aus?
Denn sowas ist auch stark abhängig vom Drucker. Deswegen ist es fast unmöglich richtige Parameter zu übernehmen.
Fängt bei der Temperatur an, die wenigsten haben ihre Temperatur richtig kalibriert oder überprüft. Bei den billigen 100k Sensoren auch kaum möglich. Ist also immer mehr ein relativer Wert von deinem Drucker.
Dazu kommt noch, je aus welchem Material Heatblock und Nozzle sind wird die Temperatur anders an das Filament abgegeben : /
Deswegen sind mehr Infos zum Drucker wichtig.
Ansonsten musst du ein paar Dinge halt selbst kalibrieren.
Allgemein, TPU Druckt besser mit einem DDE als mit einem Bowden.
TPU braucht eine gute Kühlung, vor allem wenn man es in einem geschlossenen Gehäuse druckt.
TPU wird in der Regel, und je nach TPU bei mir zwischen 210° und 240°C gedruckt, auf ein 50-70°C heißes Bett. Achtung, je nach Auflage ist die ankommende Temperatur unterschiedlich.
70°C hab ich also bei Pertinax, da kommt nicht viel an, 50°C bei Glas, das überträgt die Wärme sehr gut.
Dabei ist fast egal was für ein Bett, das hält überall, so lange das Bett gut gelevelt ist.
Da sind wir beim nächsten Punkt, BLT oder anderes ABL System ist immer hilfreich, dann noch das richtige Z Offset einstellen und Probleme dieser Art sind Vergangenheit. Bei exotischeren Filamenten muss man dann nur noch das richtige Material fürs Bett finden. Allgemein kann ich hier noch Pertinax angeschliffen empfehlen.
Darauf hält bisher alles, auch Nylon und PC.
Geschwindigkeit ist extrem abhängig vom Drucker. Nur weil ich 100mm/s schaffe, heißt das nicht, das das immer geht. Erstmal klein bei 30mm/s anfangen, macht einen geringeren Unterschied als man denkt
Wird eh erst wichtig wenn Drucke sich verziehen und schneller fertig sein müssen ohne zu sterben.
Egal welcher Drucker, auf jeden Fall Linear Advance einstellen. Man kann den K Value für jedes Filament in Cura per Plugin hinterlegen, muss dann einmal kalibriert werden und behebt sehr viele Probleme.
Also auf jeden Fall mal anschauen!
Der K Value ist wieder stark vom Filament und Drucker abhängig, kann also nur selbst ermittelt werden.
https://marlinfw.org/docs/features/lin_advance.html
https://marlinfw.org/tools/lin_advance/k-factor.html
Dafür braucht dein Ender mind. Marlin2.0 und ein 32bit Board.
Ich mag die SKR Boards von BTT:
46.65€ 6% OFF|BIGTREETECH BTT SKR Mini E3 V 3,0 Motheboard 32Bit TMC2209 Fahrer Für Ender 3/5 Pro Upgrade SKR 2 SKR V 1,4 Turbo 3D Drucker Teile|3D Printer Parts & Accessories| - AliExpress
Mein lieblings Shop ist Trianglelab: DFORCE Trianglelab Store - Amazing prodcuts with exclusive discounts on AliExpress
Gibt auch in der EU einen "Ableger": https://decoprint-3d.com/
Fürs Nozzle und den Heatblock empfehle ich vernickeltes Kupfer, sehr robust, super Wärmetransport.
7.89€ 8% OFF|Trianglelab PT100 V6 Überzogene Kupfer Wärme Block Für ED V6 Hotend 3D Drucker Erhitzt Block für Sensor Patrone DDB Extruder|3D Printer Parts & Accessories| - AliExpress
7.89€ 8% OFF|Trianglelab T V6 Überzogene Kupfer Düse Langlebig Nicht stick Hohe Leistung Für 3D Drucker M6 Gewinde Für V6 Drachen Hotend|3D Printer Parts & Accessories| - AliExpress
https://decoprint-3d.com/collections/v6-hotend/products/v6-heatblock-kupfer-beschichtet
https://decoprint-3d.com/collections/dusen-throats/products/v6-plated-copper-duse
Wer kein spezielles Hotend hat, dem kann ich eine BiMetal Heatbreak empfehlen:
https://decoprint-3d.com/collections/heatbreaks/products/bi-metall-heatbreak-glatte-version
Zusammen mit Kupfer Block und Nozzel ist das schon ein super Hotend.
Aber Vorsicht, das lässt nur noch Filament bis 1,8mm durch, dicker und es kann verstopfen.
Ist aber nur bei fehlerhaften Filamentrollen problematisch, so dick sollten die eigentlich nie sein.
Erfahrungsgemäß kann man die noch durch einen Bowden drucken.
Bei dieser Konfiguration hat man auch den Vorteil, dass das Filament nicht mehr am Bowden vorbei kann, wird sauber verschraubt und undichte Hotends sind vorbei
Am besten mit Drehmomentschlüssel anziehen, zu fest ist ab.
Für TPU ist ein guter Extruder auch wichtig, das Filament sollte nicht verrutschen, aber auch nicht gequetscht werden. Ich bevorzuge den BMG von Triangle:
35.95€ 17% OFF|Trianglelab RNC Nano Beschichtet Getriebe DDB Extruder V 2,1 Bowden Extruder Dual Stick Extruder Für 3d drucker Ender3 CR10 TEVO MK8|3D Printer Parts & Accessories| - AliExpress
Aber auch ohne große Änderungen an der Hardware sollte es klappen
Wichtig ist dann aber, das alles richtig kalibriert ist.
E-Steps werden nicht kalibriert! Die Werte ergeben sich aus der Übertragung und sind quasi fix!
Beim Extruder muss nur der Flow kalibriert werden.
Der Flow ist abhängig vom Extruder, vom Filament Durchmesser, vom Filament selbst und stark von der Temperatur.
Ein richtig eingestellter Flow ist wichtig für alles andere.
Also erstmal eine mittlere Temperatur wählen ~ 220°C, die kann dann nachher noch optimiert werden.
Aber grundsätzlich. Desto kälter man druckt umso schöner werden die Drucke, aber umso schlechter wird die Layerhaftung, da sucht man nur einen Sweetspot, der kann bei jedem anders sein, deswegen ist die Temperatur nicht so wichtig wie man denkt.
Wichtiger ist der Einfluss der Temperatur auf den Flow!
Für ca. 5°C steigt der Flow um 1-2%. Das hat viel größere Auswirkungen.
Zur Kalibrierung komme ich am Ende, davor noch andere wichtige Punkte.
Wenn der Flow gefunden ist, kann man Linear Advance kalibrieren. Und danach mal ein paar Temptower drucken um seine anderen Werte zu optimieren. Das kann aber sehr lange dauern und wird auch in Zukunft nicht aufhören
Für TPU auch noch genau so wichtig, vor allem bei Stringing und Blobs ist. Das Filament gut trocknen!
TPU zieht gerne Wasser, daher absolut trocken lagern, am besten mit Silicagel in einer luftdichten Kiste oder Tüte. Auch ganz neues Filament kann zu nass sein. Das erstmal bei 50-60°C im Backofen oder Dörrofen für 8-12 Stunden trocknen, der Unterschied ist gewaltig.
Hier A70 TPU, links neu aus der Tüte, rechts nach ordentlichem Trocknen:
(Achtung Extrembeispiel)
Nächster Punkt, Linienbreite. Hierbei gilt, durch ein 0,4mm Nozzel druckt man am besten eine 10-20% breitere Linie, also 0,44mm in meinem Fall. Das erhöht den Druck im Nozzel und führt zu einer besseren Layerhaftung.
3D Print Speed: How to find the optimal speed for reliable and constant print quality
Hierbei auch wieder stark abhängig von der Qualität vom Nozzel. Billige Messingnozzel sind nicht lange bei 0,4mm und oft eh weit davon entfernt
Auch hier muss jeder selbst den richtigen Wert ermitteln.
Ist alles das erfüllt kommen wir nun zur Flow Kalibrierung:
Die könnte einfacher nicht sein, wir starten bei 100% Flow, drucken eine Testwand, stärke 2 und messen nach. Erwarten würden wir 0,88mm.
Sagen wir mal wir messen 0,92mm, so wird der neue Flow errechnet.
Flow = 0,88 / 0,92 *100 = ~96
Lieber etwas zu viel als zu wenig. Das einfach immer wiederholen wenn man mal was ändert. Wenn das Filament sich ändert, wenn sich die Temperatur ändert etc.....
Ich hab ein paar meiner Walltests angehangen, können aber auch schnell gezeichnet werden
Dann also nachdem der Flow für die erste Temperatur gefunden ist, wird Linear Advance, dann die Retraction getuned, das alles ein paar mal widerholen, denn alles ist von allem abhängig
Aber trotzdem sollte man nach kurzer Zeit anständige Werte finden.
Also nochmal zusammenfassend die wichtigsten Punkte:
TPU Trocknen
Flow
Linear Advance
Als kleine Übersicht Poste ich nun noch meine eigenen Cura Einstellungen für A95 TPU, aber vorsichtig, die sind für meinen Drucker, und manche Werte sind sehr spezifisch für den Drucker, also nicht blind übernehmen.
Und hier einmal alle Werte, oben waren nur meine sichtbaren, die ich je nach Druck auch mal ändere
Anhänge
-
28,3 KB Aufrufe: 4
Zuletzt bearbeitet:


Äh...
Oh mein Gott!
Erstmal vielen Dank @Yamie für die ausführliche Erklärung.
Ich muss es gleich nochmal in Ruhe durchlesen, war eben kurz auf dem Handy unterwegs und war schon überrascht wieviel du da geschrieben hast. Wow!
Mhm was klappt nicht ist eine gute Frage..
Die Drucke sehen aus wie das Extrembeispiel von dir wie das TPU anscheinend feucht war.
Der Drucker ist eigentlich Serie bis auf das Full Metal Hotend von Micro Swiss und eine Dauerdruckplatte von Filafarm. Dazu kommt das ich den Drucker damals in ein Küchenunterschrank von Ikea gesteckt habe, da ich so Temperaturunterschiede durch z.B. Zugluft reduzieren wollte. Hatte dort massive Probleme mit PETG was sich dadurch massiv verbessert hat.
Oh mein Gott!
Erstmal vielen Dank @Yamie für die ausführliche Erklärung.
Ich muss es gleich nochmal in Ruhe durchlesen, war eben kurz auf dem Handy unterwegs und war schon überrascht wieviel du da geschrieben hast. Wow!
Mhm was klappt nicht ist eine gute Frage..
Die Drucke sehen aus wie das Extrembeispiel von dir wie das TPU anscheinend feucht war.
Der Drucker ist eigentlich Serie bis auf das Full Metal Hotend von Micro Swiss und eine Dauerdruckplatte von Filafarm. Dazu kommt das ich den Drucker damals in ein Küchenunterschrank von Ikea gesteckt habe, da ich so Temperaturunterschiede durch z.B. Zugluft reduzieren wollte. Hatte dort massive Probleme mit PETG was sich dadurch massiv verbessert hat.
Alles klar
Ich bin kein Fan vom Microswiss, aber die Qualität stimmt schonmal!
Dann für deine Drucke in TPU auf jeden Fall den Schrank offen lassen, TPU braucht Luft, viel
Schau dir den Rest zur Software, insbesondere Linear Advance mal an und schau, dass der Flow richtig auf die entsprechende Temperatur kalibriert ist.
Und dann bleibt nur noch TPU trocknen.
Ich glaube in den letzten Jahren konnten wir gut 70% der TPU Druckprobleme auf feuchtes TPU zurückführen
Ich bin kein Fan vom Microswiss, aber die Qualität stimmt schonmal!
Dann für deine Drucke in TPU auf jeden Fall den Schrank offen lassen, TPU braucht Luft, viel
Schau dir den Rest zur Software, insbesondere Linear Advance mal an und schau, dass der Flow richtig auf die entsprechende Temperatur kalibriert ist.
Und dann bleibt nur noch TPU trocknen.
Ich glaube in den letzten Jahren konnten wir gut 70% der TPU Druckprobleme auf feuchtes TPU zurückführen
Das kommt drauf an welches Board in deinem CR10 ist. Und welche Marlin Version darauf läuft.
Eventuell muss Linear Advance erst aktiviert werden, dazu machen wir dir dann einmal eine neue Firmware.
Wenn das Board aber zu alt ist, und kein Marlin 2.0 kann, also kein 32Bit Board ist, kannst du diese Features nicht nutzen.
Wie ich aber auch schon in meinem E3 Abenteuer geschrieben habe.
Ich halte ein SKR oder ähnliches Board + BLT + OcotoPi für die wichtigsten Upgrades für einen Drucker.
Danach kommt dann ein gutes Hotend, wobei dein Micro Swiss das ja schon erfüllt.
Danach kann man über den Extruder nachdenken und allgemein Kleinteile, wie auch die Schläuche, Sensoren, Heizelemente etc....
Dann kommen irgendwann die Linear Führungen, wobei ich da erst auf X eine bauen würde, zusammen dann mit einem DDE.
Das wäre so der allgemeine Upgrade Pfad
Nebenher gehen auch immer noch Sachen wie Lüfter oder Druckteile.
Eventuell muss Linear Advance erst aktiviert werden, dazu machen wir dir dann einmal eine neue Firmware.
Wenn das Board aber zu alt ist, und kein Marlin 2.0 kann, also kein 32Bit Board ist, kannst du diese Features nicht nutzen.
Wie ich aber auch schon in meinem E3 Abenteuer geschrieben habe.
Ich halte ein SKR oder ähnliches Board + BLT + OcotoPi für die wichtigsten Upgrades für einen Drucker.
Danach kommt dann ein gutes Hotend, wobei dein Micro Swiss das ja schon erfüllt.
Danach kann man über den Extruder nachdenken und allgemein Kleinteile, wie auch die Schläuche, Sensoren, Heizelemente etc....
Dann kommen irgendwann die Linear Führungen, wobei ich da erst auf X eine bauen würde, zusammen dann mit einem DDE.
Das wäre so der allgemeine Upgrade Pfad
Nebenher gehen auch immer noch Sachen wie Lüfter oder Druckteile.
ich klink mich hier mal mit ein. zum einen drucke ich fast nur mit sainsmart tpu und zum anderen ist mein ender nahezu stock (ungemodded).
was ich bisher gemacht habe:
- glasbett
- mk8 extruder
- einstellung, dass der extruder bei 5cm vorgabe auch 5cm einschiebt (e-steps?)
ansonsten habe ich extrem lange an den settings rumgeschraubt, es kommt aber manchmal besser, manchmal schlechter raus.
das wäre einer meiner letzten drucke: insta go2 mount.


probleme mit layerhaftung habe ich eigentlich nicht, nur die betthaftung ist mieserabel und ich drucke aktuell mit einem ziemlich grossen brim (oder skirt?), damit das zeig beim drucken auf der platte bleibt.
was ich bisher gemacht habe:
- glasbett
- mk8 extruder
- einstellung, dass der extruder bei 5cm vorgabe auch 5cm einschiebt (e-steps?)
ansonsten habe ich extrem lange an den settings rumgeschraubt, es kommt aber manchmal besser, manchmal schlechter raus.
das wäre einer meiner letzten drucke: insta go2 mount.
probleme mit layerhaftung habe ich eigentlich nicht, nur die betthaftung ist mieserabel und ich drucke aktuell mit einem ziemlich grossen brim (oder skirt?), damit das zeig beim drucken auf der platte bleibt.
@franco
Wenn du es noch nicht gemacht hast, lies dir auch mal meinen Filament Leitfaden durch: Leitfaden: neues Filament einstellen
Da könnte noch was brauchbares für dich drinstehen
Bei dir sehe ich auf jeden Fall noch Tuning-Potenzial durch Linear Advance
Wenn du es noch nicht gemacht hast, lies dir auch mal meinen Filament Leitfaden durch: Leitfaden: neues Filament einstellen
Da könnte noch was brauchbares für dich drinstehen
Bei dir sehe ich auf jeden Fall noch Tuning-Potenzial durch Linear Advance

