
Hi,
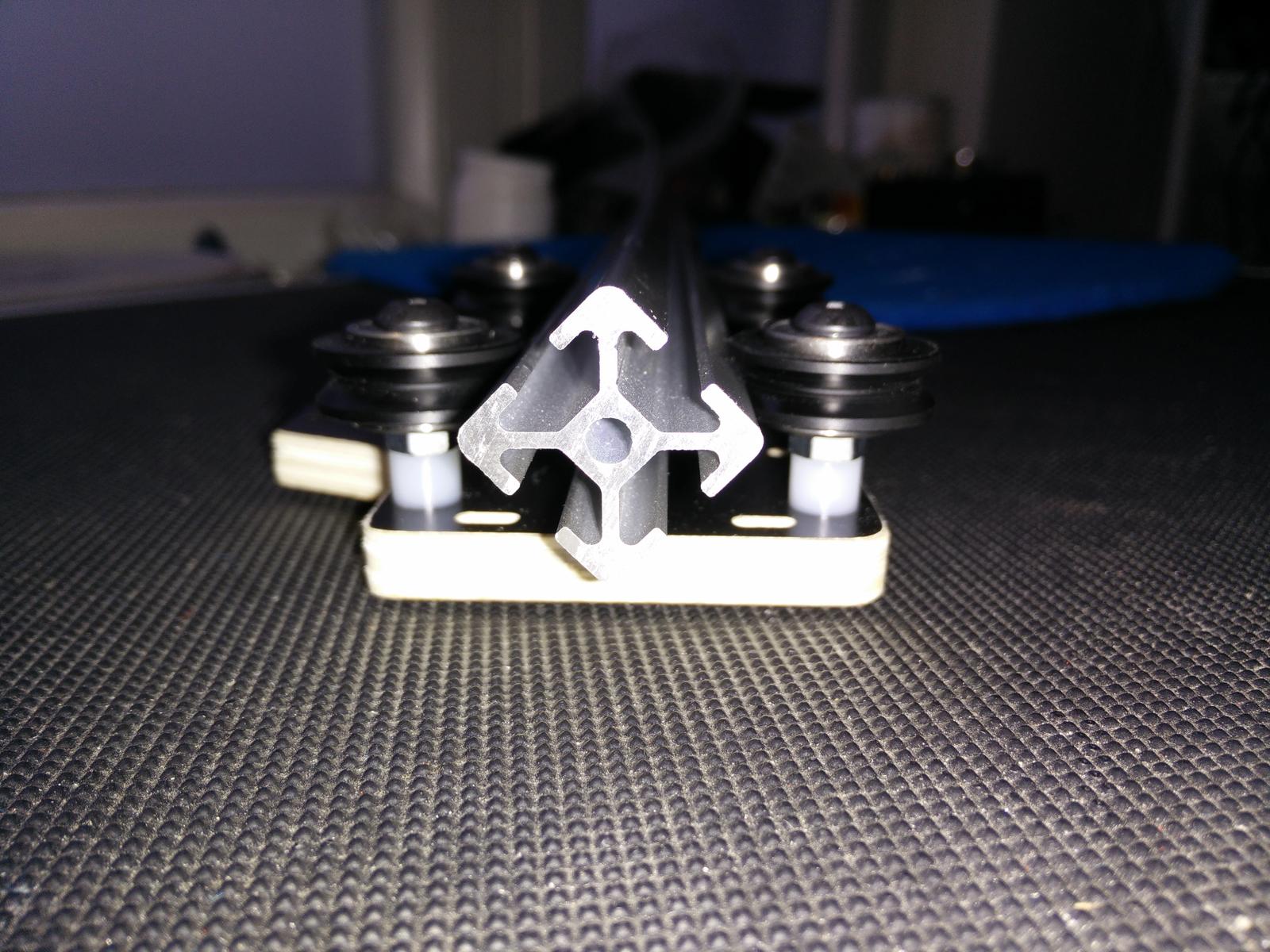
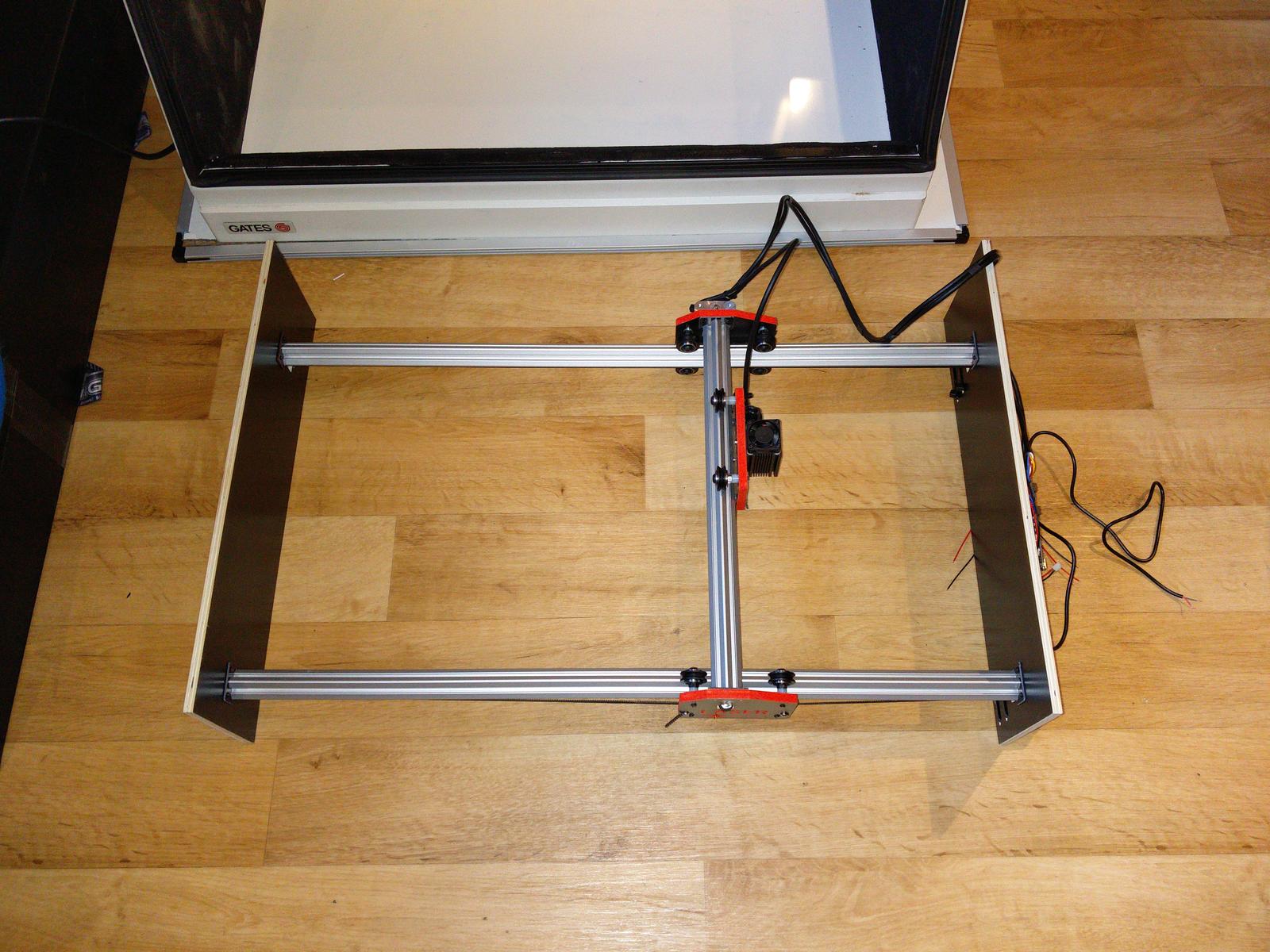
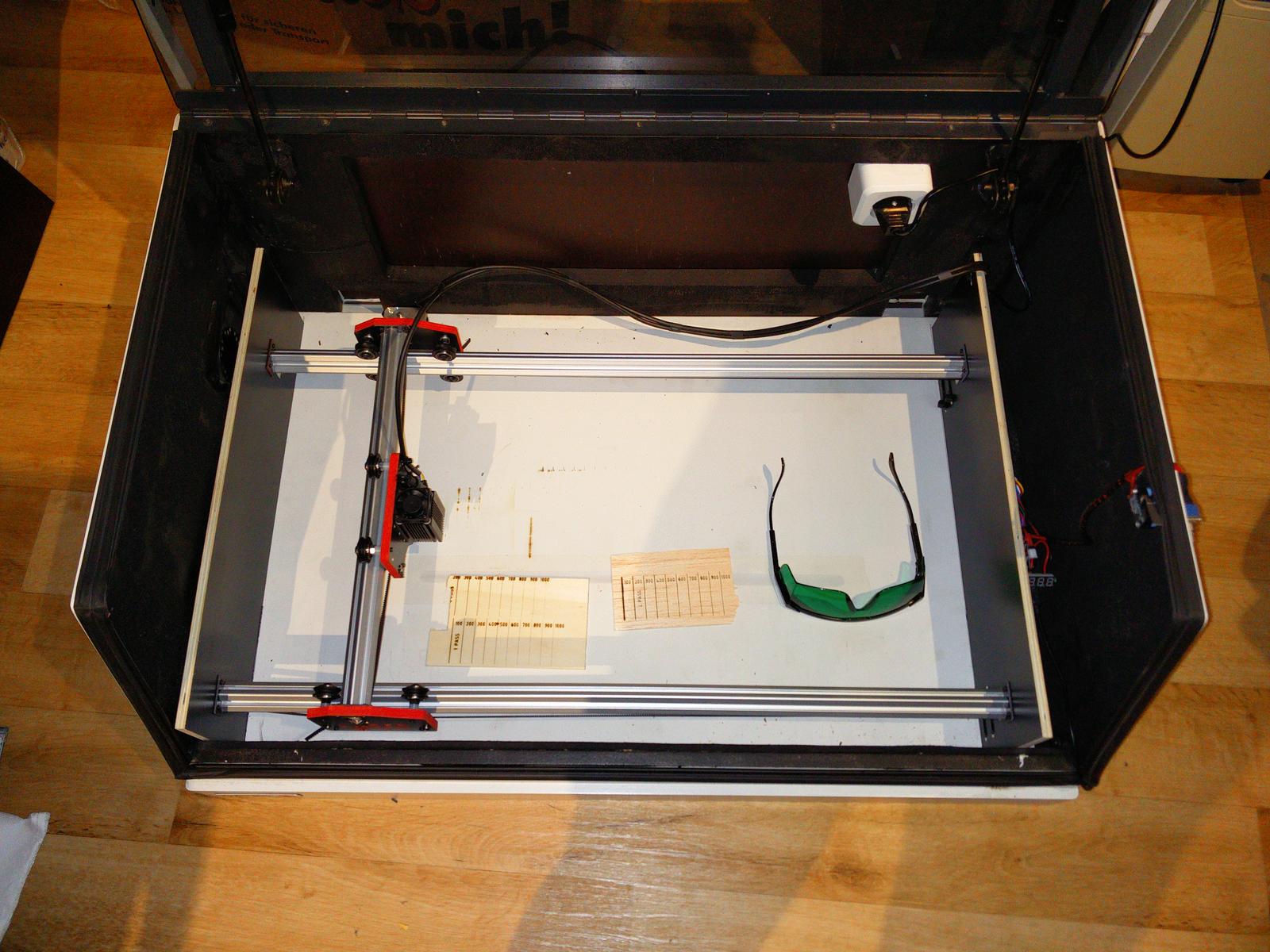
bin auch gerade dabei einen low cost Laser Plotter zu bauen die Mechanik und Elektronik ist fertig bis auf den Laser den bestell ich erst wenn die Maschine läuft.
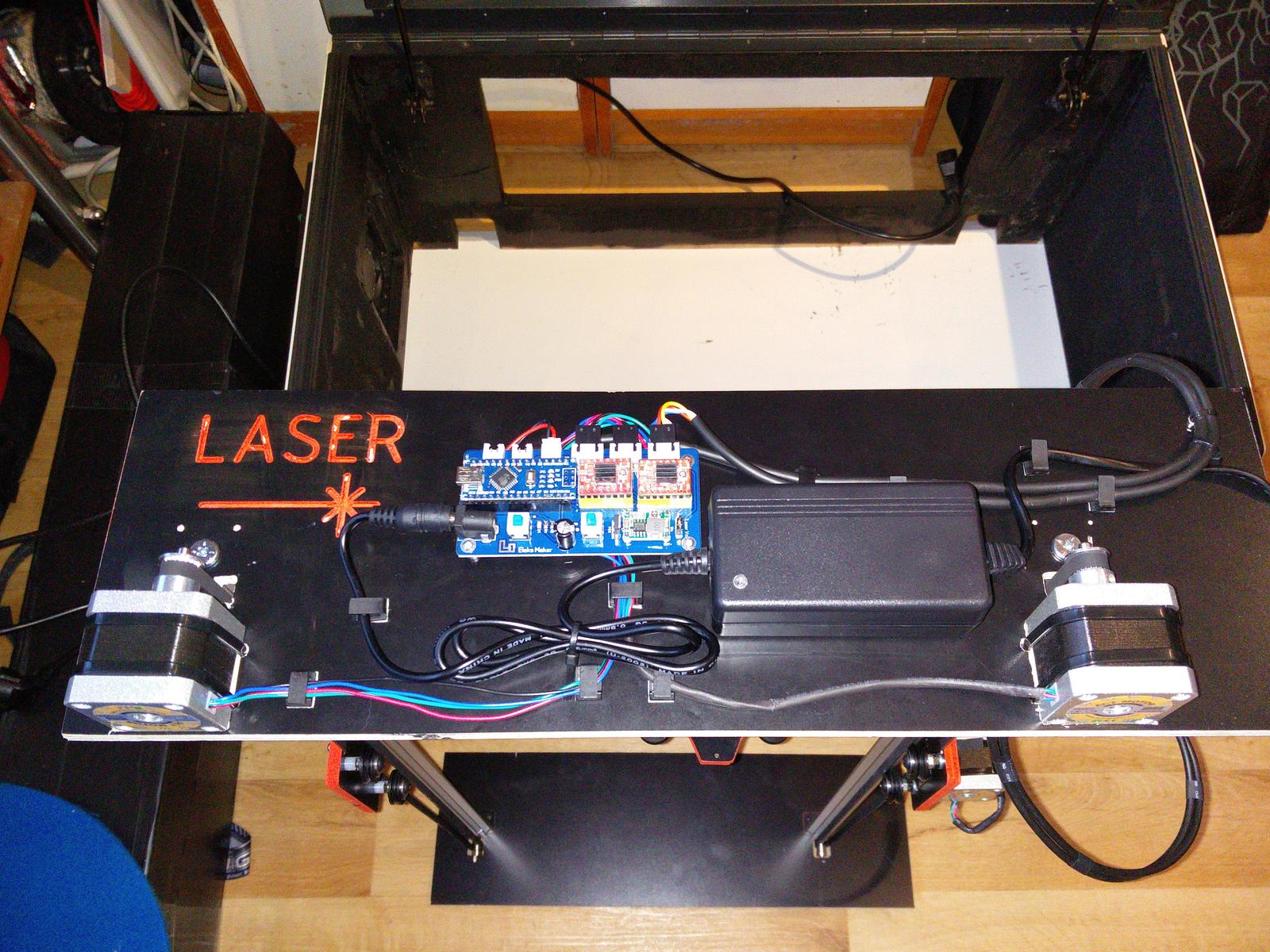
die Stepper Treiber sind pololu a4988, auf dem arduino läuft das aktuelle grbl 0.9.
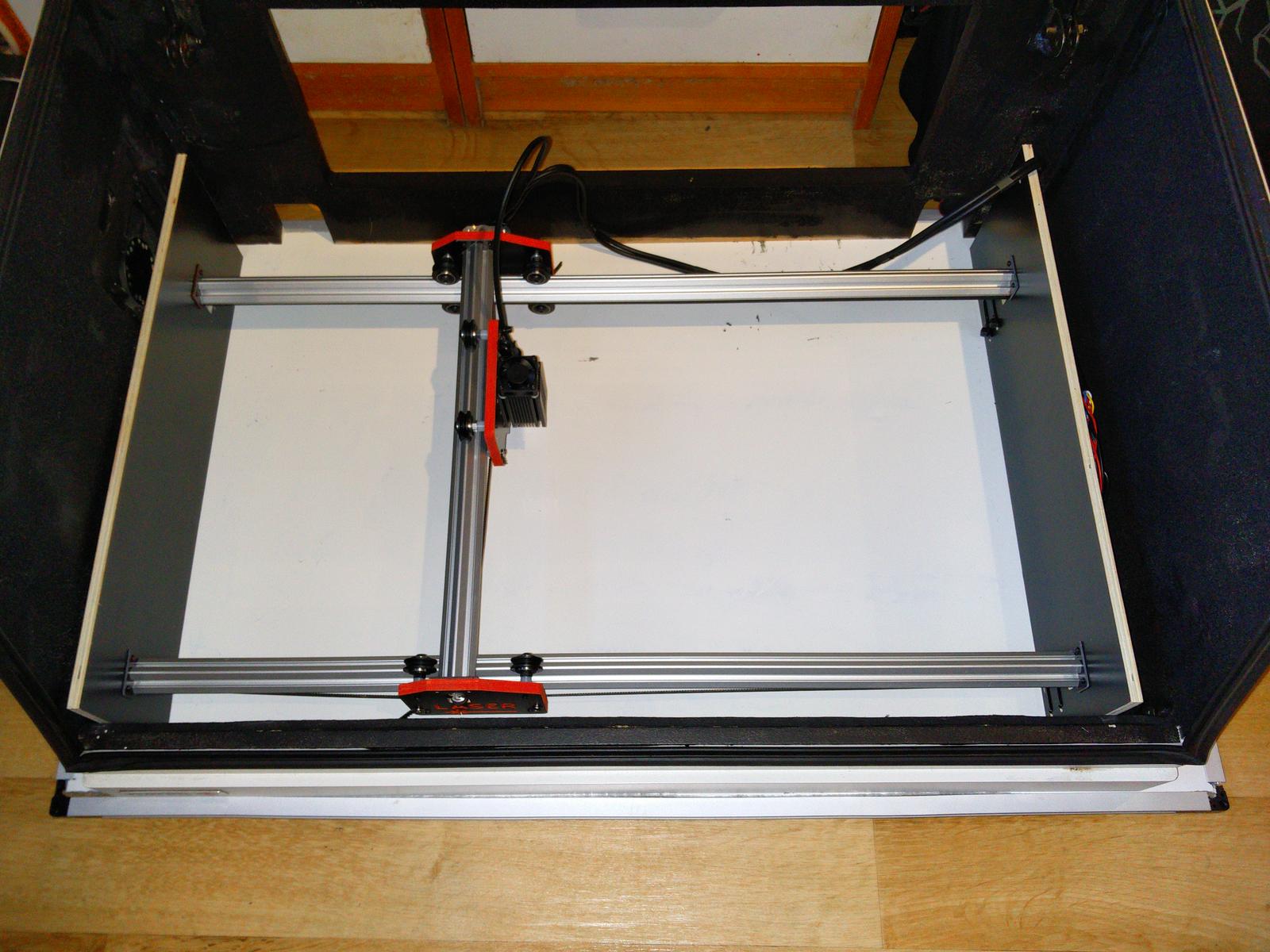
ich habe für x und y Achse je 2 End Schalter für homing und hard limit montiert.
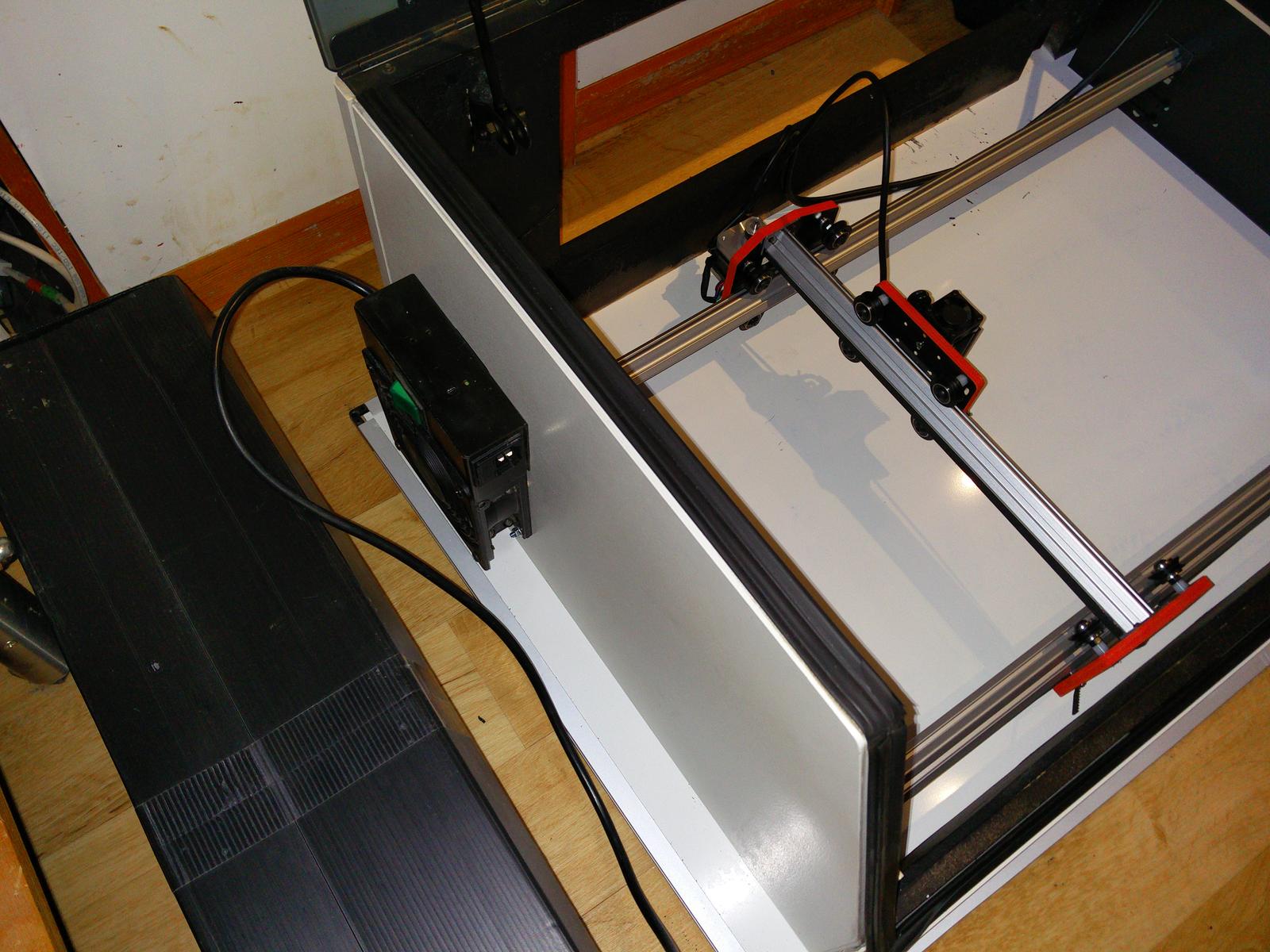
grbl spreche ich entweder mit coolterm oder mit dem grbl Controller an.
ich bin noch ein Frischling was cnc angeht, das sind meine ersten Gehversuche habe viel gelesen aber irgendwie steige ich
da nicht durch zu meinem Problem.
wenn ich das homig ausführe dann fahren die Motoren so dass der "Stift" oben rechts steht (habe irgendwo gelesen das grbl das so erwartet)
das Problem ist nun das ich nur mit negativen werten für x und y arbeiten kann mit positiven fahren die Motoren gegen die End Schalter.
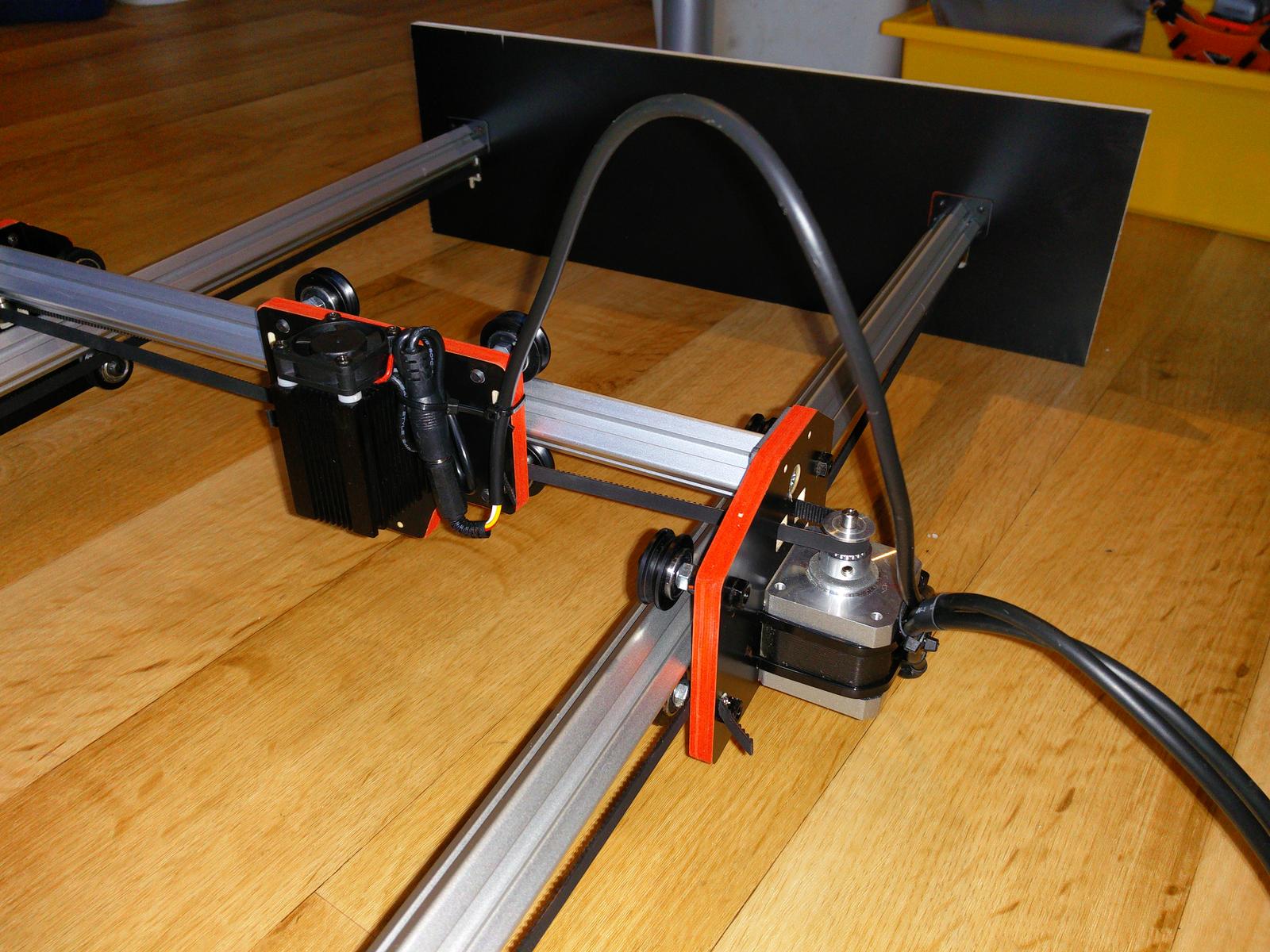
ich habe auch schon die Motor Anschlüsse gedreht so das der "Stift" unten links steht nach dem homing da habe ich den gleichen Effekt.
wie habt ihr das gelöst ich würde mich sehr freuen wenn ihr mir weiter helfen könnt
Grüße, Sven
bin auch gerade dabei einen low cost Laser Plotter zu bauen die Mechanik und Elektronik ist fertig bis auf den Laser den bestell ich erst wenn die Maschine läuft.
die Stepper Treiber sind pololu a4988, auf dem arduino läuft das aktuelle grbl 0.9.
ich habe für x und y Achse je 2 End Schalter für homing und hard limit montiert.
grbl spreche ich entweder mit coolterm oder mit dem grbl Controller an.
ich bin noch ein Frischling was cnc angeht, das sind meine ersten Gehversuche habe viel gelesen aber irgendwie steige ich
da nicht durch zu meinem Problem.
wenn ich das homig ausführe dann fahren die Motoren so dass der "Stift" oben rechts steht (habe irgendwo gelesen das grbl das so erwartet)
das Problem ist nun das ich nur mit negativen werten für x und y arbeiten kann mit positiven fahren die Motoren gegen die End Schalter.
ich habe auch schon die Motor Anschlüsse gedreht so das der "Stift" unten links steht nach dem homing da habe ich den gleichen Effekt.
wie habt ihr das gelöst ich würde mich sehr freuen wenn ihr mir weiter helfen könnt
Grüße, Sven
Zuletzt bearbeitet:




")

