Servus,
ich geh mal davon aus das du mit PLA druckst? Also deine 60° grad sind schon mal nicht schlecht ich drucke jetzt mit 65° direkt auf blankes glas und das bei allen drucken und die Drucke halten bis zum erkalten der platte wirklich super und werden spiegel glatt an der Unterseite.
Ich hatte damit aber anfangs auch sehr sehr große Probleme bis das ganze funktioniert hat. Hab auch immer mit der Temperatur gespielt bis hoch auf 80-85 grad und der druck wollte nicht halten. Auf die Schiene mit Haarspray oder holzleim/wasserbasis wollte ich aber nicht gehen da eben immer ein dünner film auf dem druckbett vorhanden sein muss der allerdings irgendwann kaputt geht.
bei mir war das problem das anfangs alles super funktionert hat und nach und nach dann kein druck mehr kleben blieb.. ich war dann ganz kurz davor auch schon die holzleim variante zu versuchen. Davor hab ich allerdings noch verschiedene reinigungsmittel getestet und HIER lag genau der Schlüsseltrick
")
. Hab von Bremsenreiniger, zu nagellack entferner und aceton alles versucht aber jedes mittel hat einen feinen Film hinterlassen wo der Druck nicht gehalten hat.
Was bei mir dann geholfen hat war Brennspiritus von favorit (grüne flasche) wenn ich mit diesem meine borosilikatglasplatte im kalten zustand wirklich sauber mach und trocken mit Zewa nach "polier" hällt bei mir jeder druck auch diese wo früher die ecken abgehoben sind.
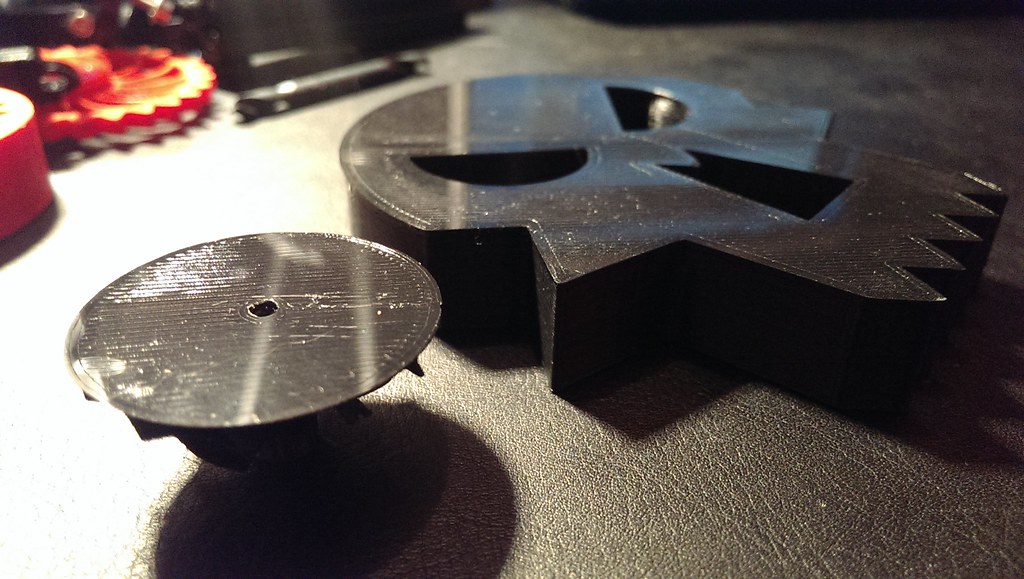
die Drucke kommen dann so raus von der unterseite
was auch noch ein ganz wichtiger kniff war bei mir ist das ich einen nicht zu geringen abstand zwischen düße und druckbett habe, wenn ich mit der düße zu tief bin ackert meine düße duch das material bzw. das frische material stellt es an der düße auf und bleibt dadurch nicht mehr deckend auf dem bett haften.
Das schaut dann ungefähr so aus..
ansonsten was für nen slicer benutzt du mit welchen druck einstellungen für die ersten layer ?
drucke mein ersten layer mit 20mm/s und einer intial layer thickness in cura von 0.2mm der lüfter ist dabei aus.
Edit: bei dir schaut das ganze eher so aus das die erste schicht nicht wirklich fest "gepresst" wurde durch einen zu großen düßenabstand zur druck platte. wie hast du denn den abstant Düße/bett eingestellt?
LG Patrick