Morgens,
ich habe einen PrintrBot Simple Metel mit mit folgenden Daten:
150 x 150 x 150mm
100 microns resolution
80mm/sec max print speed
1.75mm PLA filament
Ubis hot end 0.4mm nozzle
Heated bed
Ich Verwende PLA mit ca 200 - 210 Grad je nach Anbieter mit einer Heizbett Temparatur vom 65 Grad.
Die Unteren Lagen Drucke ich mit einer geschwindigkeit von 10mm, ab da mit 40mm/sec. mit einer Layerdicke von 0,1mm.
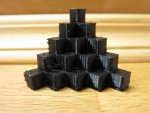
Hier im Forum sehe ich tolle ausdrucke, meine sehen so aus, was mache ich Falsch?
Detail
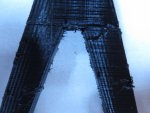
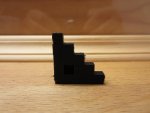
Ich habe es so stehend gedruckt

Wenn ich es liegend Drucke wird es besser von den zwei Beinen, dafür werden dann die zwei Standteller schlechter.
Was mache ich bitte Falsch?
ich habe einen PrintrBot Simple Metel mit mit folgenden Daten:
150 x 150 x 150mm
100 microns resolution
80mm/sec max print speed
1.75mm PLA filament
Ubis hot end 0.4mm nozzle
Heated bed
Ich Verwende PLA mit ca 200 - 210 Grad je nach Anbieter mit einer Heizbett Temparatur vom 65 Grad.
Die Unteren Lagen Drucke ich mit einer geschwindigkeit von 10mm, ab da mit 40mm/sec. mit einer Layerdicke von 0,1mm.
Hier im Forum sehe ich tolle ausdrucke, meine sehen so aus, was mache ich Falsch?
Detail
Ich habe es so stehend gedruckt
Wenn ich es liegend Drucke wird es besser von den zwei Beinen, dafür werden dann die zwei Standteller schlechter.
Was mache ich bitte Falsch?