Wie der Titel schon sagt, kommt nun nach meinem „Ender 3“ ein Voron, genauer ein Voron 2.4 350mm. Und wahrscheinlich nicht nur einer sondern vier. Aber erstmal muss der erste laufen!

Als Skelett dient das LDO Kit für den Voron in der Rev. D.
Anstelle der meisten Druckteile nutze ich das Aluminium Kit von Chaoticlabs in der Rev.2 , zusammen mit dem Voron Tap V2.0 und dem Door Mounting Kit.
Dazu dann noch Titan Backer, die der ungleichmäßigen Ausdehnung zwischen den Aluminium Profilen und den Linear Rails entgegenwirken sollen.
Beim Toolhead hab ich mich für den Stealthburner entschieden, wie gut sich dieser bewähren wird, ist dann noch abzuwarten. Dieser wird mit einem Galileo 2 Extruder ausgestattet. Mit einer minimalen Modifikation, durch einen Filament Runout Sensor, welcher mir auch beim Laden des Filamentes behilflich ist. Als Hotend nutze ich wie zuletzt schon lange ein Dragon Hotend. Dafür habe ich einige Heatbreaks in SF und HF da. Als Nozzle bekommt der ein Trianglelab V6 Diamond, hierbei handelt es sich um ein vernickeltes Kupfernozzle, welches speziell antihaft beschichtet ist und einen Einsatz aus einem polykristallinen Diamanten hat. Diamanten sind nahezu das perfekte Material für Nozzle. An denen bleibt quasi nichts kleben, sie sind sehr Hart, was ideal für die Nutzung von abrasiven Filamenten ist und die Wärmeleitfähigkeit ist enorm, nochmal deutlich über Kupfer oder jedem anderen Material, welches für Nozzel eingesetzt wird.
Das Hotend bekommt einen PT1000 Sensor und ein 100W Heizelement. Beim Partcooler nehme ich zuerst einmal GDStime 5015 Lüfter, falls dieser nicht ausreichend ist, habe ich auch schon die Teile für einen CPAP Mod mit einem WS7040 da.
Das neue LDO Kit kommt direkt mit dem Nitehawk-SB Toolboard, welches eine sehr einfache 1 Kabel Lösung zum Hotend über USB zum Klipper Pi möglich macht. Ebenfalls im Kit enthalten ist das neue LDO Leviathan Board und die Teile um einen Nevermore V5 Duo Filter zu bauen.
Die Planung des Einkaufs, sowie die Zusammenstellung aller Teile wurde sehr kompetent und aktiv durch meltbro.de unterstützt, vielen Dank für die großartige Hilfe!
Es hat eine Weile gedauert alle Manuals zusammen zu tragen und auch die Online Dokumentationen zu studieren, da ich einige Teile direkt abweichend von den originalen Kits nutze, waren einige Anpassungen nötig.
Angefangen mit den Druckteilen vom LDO Rev. D Kit und der sehr guten Anleitung zur Verkabelung. Haber ich hier noch alle für diesen Bau nötigen Anleitungen zusammengepackt: Manual.zip
Und hier sind alle Druckteile, wie ich sie nun zum Bau benötigt habe: Druckteile.zip
Wenn ich die Anzahl geändert habe, steht die neue nun vor den Namen. Die Teile sind zudem sortiert nach PC, TPU und Deko Teilen. Hierbei ist wichtig zu wissen, alle Teile die sich nicht verziehen oder nachgeben dürfen habe ich aus PC CF gedruckt. Andere Teile, vor allem die Skirts aus einem TPU CF, welches zwar temperaturstabil ist, aber trotzdem etwas elastisch. Die Dekoteile sind weniger hohen Temperaturen im Bauraum ausgesetzt und können auch mit anderen Filamenten gedruckt werden. Hier habe ich ein Lila Silk PLA genommen, da es schwer wäre die rot eloxierten Aluminiumteile vom Chaoticlabskit zu treffen.
Die Teile für eine NozzleCam habe ich schon da, aber das wird ein späterer Mod, vorerst habe ich aber eine Angry Cam verbaut.
Hier sind die Druckteile für den G2E:

Die dunkelschwarzen Teile waren noch aus TPU CF, nachher habe ich diese wegen der Farbe doch noch aus PC CF gedruckt, sah besser aus.
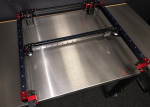
Damit ich sauber arbeiten kann, hab ich einen Arbeitstisch mit Rädern mit einer planen Stahlplatte versehen, hierauf nimmt als erstes der Rahmen Form an.

Alle Schrauben immer mit Locktight gesichert und mit Winkeln so korrekt wie möglich ausgerichtet.
Anschließen auch alle Diagonalen gemessen um sicher zu gehen, dass es so korrekt wie möglich ist. Aber das LDO Kit kommt mit sehr genauen Profilen, bei welchem die Ausrichtung sehr einfach war.

Die Linear Rails hab ich eine Nacht alle in Isoprop gebadet und dann noch weiter gereinigt, neu gefettet und dann auf den Profilen ausgerichtet.

Schrauben und Werkzeug hatte ich mir alles griffbereit zurechtgelegt, sowie auch den Ender, falls doch noch Teile dazu kommen.


Das waren schon einige Schrauben und irgendwie hatte ich am Ende sogar noch welche übrig, was wohl vor allem an den Teilen von Chaoticlabs lag.

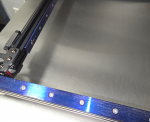
Nach den Rails habe ich die Elektronik Schienen und die Bodenplatte verbaut.

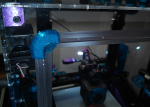
Und dann AngryCam, die LED Schienen und den Nevermore Filter eingebaut.

Hab lange überlegt ob ich die Cam oben oder auf dem Gantry haben wollte, hab mich dann dafür entschieden, die Cam lieber an einer Stelle zu haben, dass ich den ganzen Bauraum beobachten kann.

Das Bett bekommt teilweise eine Isolation, insbesondere zum Rand, damit der Nevermore noch Luft bekommt und die Ränder die Temperatur stabil halten können.

Die Chaoticlabs Teile liegen auch schon bereit.

Und auch hier vom Voron Tap hab ich die LR noch gereinigt und neu gefettet.

Dann war mir aber danach erst den SB zu bauen.

Diese Teile hatte ich aus einem PA12 im SLS Drucker drucken lassen. Hier noch mit den LDO Lüfter, aber im späteren Test hat sich der GDStime als deutlich besser herausgestellt.
Die Elektronik hab ich trocken zusammengesteckt und mit 24V vom Lab Netzeil durch einen Smokestopper versorgt, so konnte ich schon mal alles auf seine Funktion testen.


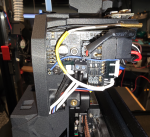
Das Nitehawk Toolhead Board kommt an den G2E, hier auch direkt mit meinem zusätzlichen Filament Sensor.


Für das ganze Hotend gab es dann einiges an Teilen.

Aber alles kommt entsprechend der guten Manuals zusammen.




Für das Kabel vom Nitehawk hab ich einen Halter mit einer PG7 Kabelführung gedruckt, der auch das Chamber Thermistor hält. Der 25er Lüfter hat leider doch nicht gepasst, hier suche ich bei Zeiten eventuell mal einen flacheren. Anstelle der Schraube, hab ich für die Abdeckung eine Daumenschraube mit Silikonpuffer genommen, so kann ich Werkzeuglos an das NH Board.
Im nächsten Schritt dann die Chaoticlabs Teile, zu dessen Zusammenbau hatte der Meltbro mir 2 Tüten Goldbären dazu gelegt, leider hat meine Frau die gefunden, sodass die deutlich schneller leer waren als geplant 😉

Im nächsten Bild sind dann die Z Motormounts und die Elektronik schon verbaut und verkabelt, zumindest beginnt es.

Bei den Backern aus Titan konnte ich nicht wiederstehen und habe diese noch schnell Anodisiert. Das Silber war einfach zu langweilig.
Und hier dann auch schon auf dem fertigen Gantry, den Bau habe ich nicht im Detail dokumentiert, das ist sehr gut in den Manuals erklärt.
Dann kommt der Gantry an die Z Gurte und der Tap an die AB Gurte.
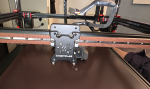
Jetzt brauch nur noch der Toolhead drauf und der Drucker ist schon fast ein Drucker.
An der Config ist noch einiges zu tun, aber erstmal schein alles richtig gewesen zu sein.
Ich habe keine XY Endstops verbaut, das wollte ich Sensorless lösen. Somit komme ich mit einer Kabelkette auf Z aus.
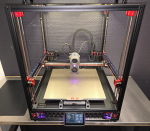
Dann fehlen noch Gehäuse und Filament Box, hier mal zum testen die von Creality, leider deutlich lauter als die S2 von Sunlu.


Jetzt müssen noch ein Nozzlecleaner und ein Chamber Heater rein.

Zum Nozzlecleaner lagen dank des Meltbros diese Silikonbürsten bei, für diese hab ich am vorderen Ende des Bettes einen Platz geschafft. Sodass der Nevermore Filter noch getauscht werden kann.
Zum Chamber Heater kommt dann noch ein Update, hier habe ich ein 220VAC 300W PTC Heizer besorgt, welcher hinten im Gehäuse einen Platz gefunden hat. Dieser wird wie das Bett über eine SSR vom Leviathan gesteuert.
Ich bin noch an der Confi, der Drucker druckt zwar aber noch nicht alle Funktionen sind 100%ig vorhanden oder ausreichend getestet. Aber nach Abschluss stelle ich Config und Markos hier ein.
Alte Begleiter beim Tuning sind Shaketune und AutoSpeed.
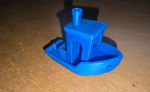
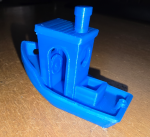
Bisher habe ich den Drucker auf eine Velocity von 360mm/s bei einer Accel von 7200mm/ss eingerichtet. Ein PLA Testdruck bei 300mm/s für die Walls war schon sehr erfolgreich. Califolwer und andere Tunes sind auch schon abgeschlossen. Aber noch muss ich für einige Filamente die Flow und Linear Advance Werte überprüfen. Dann werde ich am Ende sagen können, wieviel Schneller der Voron nun ist im Vergleich zu meinem Ender 😊
Zur Zeit scheint die Velocity beim Druck von zumindest PLA bei 220% des Enders zu liegen, die Accel ist ebenfalls bei 260%. Zusammen mit dem deutlich größeren Bett, soll der Drucker einiges mehr schaffen können. Und wenn dieser dann noch drei Geschwister bekommt, habe ich meine Kapazität mehr als verzehnfacht.
In den kommenden Wochen werde ich hier dann noch weiter berichten und die Configs einstellen.
Bisher bin ich sehr zufrieden mit dem Fortschritt des Projektes und den bisherigen Ergebnissen. In die Planung des ganzen gingen bestimmt einige Tage, der Aufbau des Druckers kostet 2-3 Tage und das Tuning und einstellen der Software dann nochmal 2-3 Tage, insbesondere mit den ganzen Experimenten zwischendurch. Zum Glück wird dann jeder weitere Drucker wohl eher nur 2 Tage brauchen 😉
Falls ihr auch schon Voron2 gebaut habt und noch Tips oder coole Mods kennt, lasst es mich wissen. Ich bin nun gespannt wie sich der Nozzlecleaner zusammen mit meinem Coldpull Makro zusammen machen.
Der Filamentsensor ist beim Laden des Filamentes schon goldwert, aber der Filament Weg gefällt mir noch nicht, die Position der Drybox wird sich noch ändern. Und wenn dier Werkstatt erst richtig renoviert ist, und die für die Drucker passenden Möbel gebaut sind, wird sich nochmal etwas ändern.
Bis dahin sind es aber noch einige Monate.
Als Skelett dient das LDO Kit für den Voron in der Rev. D.
Anstelle der meisten Druckteile nutze ich das Aluminium Kit von Chaoticlabs in der Rev.2 , zusammen mit dem Voron Tap V2.0 und dem Door Mounting Kit.
Dazu dann noch Titan Backer, die der ungleichmäßigen Ausdehnung zwischen den Aluminium Profilen und den Linear Rails entgegenwirken sollen.
Beim Toolhead hab ich mich für den Stealthburner entschieden, wie gut sich dieser bewähren wird, ist dann noch abzuwarten. Dieser wird mit einem Galileo 2 Extruder ausgestattet. Mit einer minimalen Modifikation, durch einen Filament Runout Sensor, welcher mir auch beim Laden des Filamentes behilflich ist. Als Hotend nutze ich wie zuletzt schon lange ein Dragon Hotend. Dafür habe ich einige Heatbreaks in SF und HF da. Als Nozzle bekommt der ein Trianglelab V6 Diamond, hierbei handelt es sich um ein vernickeltes Kupfernozzle, welches speziell antihaft beschichtet ist und einen Einsatz aus einem polykristallinen Diamanten hat. Diamanten sind nahezu das perfekte Material für Nozzle. An denen bleibt quasi nichts kleben, sie sind sehr Hart, was ideal für die Nutzung von abrasiven Filamenten ist und die Wärmeleitfähigkeit ist enorm, nochmal deutlich über Kupfer oder jedem anderen Material, welches für Nozzel eingesetzt wird.
Das Hotend bekommt einen PT1000 Sensor und ein 100W Heizelement. Beim Partcooler nehme ich zuerst einmal GDStime 5015 Lüfter, falls dieser nicht ausreichend ist, habe ich auch schon die Teile für einen CPAP Mod mit einem WS7040 da.
Das neue LDO Kit kommt direkt mit dem Nitehawk-SB Toolboard, welches eine sehr einfache 1 Kabel Lösung zum Hotend über USB zum Klipper Pi möglich macht. Ebenfalls im Kit enthalten ist das neue LDO Leviathan Board und die Teile um einen Nevermore V5 Duo Filter zu bauen.
Die Planung des Einkaufs, sowie die Zusammenstellung aller Teile wurde sehr kompetent und aktiv durch meltbro.de unterstützt, vielen Dank für die großartige Hilfe!
Es hat eine Weile gedauert alle Manuals zusammen zu tragen und auch die Online Dokumentationen zu studieren, da ich einige Teile direkt abweichend von den originalen Kits nutze, waren einige Anpassungen nötig.
Angefangen mit den Druckteilen vom LDO Rev. D Kit und der sehr guten Anleitung zur Verkabelung. Haber ich hier noch alle für diesen Bau nötigen Anleitungen zusammengepackt: Manual.zip
Und hier sind alle Druckteile, wie ich sie nun zum Bau benötigt habe: Druckteile.zip
Wenn ich die Anzahl geändert habe, steht die neue nun vor den Namen. Die Teile sind zudem sortiert nach PC, TPU und Deko Teilen. Hierbei ist wichtig zu wissen, alle Teile die sich nicht verziehen oder nachgeben dürfen habe ich aus PC CF gedruckt. Andere Teile, vor allem die Skirts aus einem TPU CF, welches zwar temperaturstabil ist, aber trotzdem etwas elastisch. Die Dekoteile sind weniger hohen Temperaturen im Bauraum ausgesetzt und können auch mit anderen Filamenten gedruckt werden. Hier habe ich ein Lila Silk PLA genommen, da es schwer wäre die rot eloxierten Aluminiumteile vom Chaoticlabskit zu treffen.
Die Teile für eine NozzleCam habe ich schon da, aber das wird ein späterer Mod, vorerst habe ich aber eine Angry Cam verbaut.
Hier sind die Druckteile für den G2E:
Die dunkelschwarzen Teile waren noch aus TPU CF, nachher habe ich diese wegen der Farbe doch noch aus PC CF gedruckt, sah besser aus.
Damit ich sauber arbeiten kann, hab ich einen Arbeitstisch mit Rädern mit einer planen Stahlplatte versehen, hierauf nimmt als erstes der Rahmen Form an.
Alle Schrauben immer mit Locktight gesichert und mit Winkeln so korrekt wie möglich ausgerichtet.
Anschließen auch alle Diagonalen gemessen um sicher zu gehen, dass es so korrekt wie möglich ist. Aber das LDO Kit kommt mit sehr genauen Profilen, bei welchem die Ausrichtung sehr einfach war.
Die Linear Rails hab ich eine Nacht alle in Isoprop gebadet und dann noch weiter gereinigt, neu gefettet und dann auf den Profilen ausgerichtet.
Schrauben und Werkzeug hatte ich mir alles griffbereit zurechtgelegt, sowie auch den Ender, falls doch noch Teile dazu kommen.
Das waren schon einige Schrauben und irgendwie hatte ich am Ende sogar noch welche übrig, was wohl vor allem an den Teilen von Chaoticlabs lag.
Nach den Rails habe ich die Elektronik Schienen und die Bodenplatte verbaut.
Und dann AngryCam, die LED Schienen und den Nevermore Filter eingebaut.
Hab lange überlegt ob ich die Cam oben oder auf dem Gantry haben wollte, hab mich dann dafür entschieden, die Cam lieber an einer Stelle zu haben, dass ich den ganzen Bauraum beobachten kann.
Das Bett bekommt teilweise eine Isolation, insbesondere zum Rand, damit der Nevermore noch Luft bekommt und die Ränder die Temperatur stabil halten können.
Die Chaoticlabs Teile liegen auch schon bereit.
Und auch hier vom Voron Tap hab ich die LR noch gereinigt und neu gefettet.
Dann war mir aber danach erst den SB zu bauen.
Diese Teile hatte ich aus einem PA12 im SLS Drucker drucken lassen. Hier noch mit den LDO Lüfter, aber im späteren Test hat sich der GDStime als deutlich besser herausgestellt.
Die Elektronik hab ich trocken zusammengesteckt und mit 24V vom Lab Netzeil durch einen Smokestopper versorgt, so konnte ich schon mal alles auf seine Funktion testen.
Das Nitehawk Toolhead Board kommt an den G2E, hier auch direkt mit meinem zusätzlichen Filament Sensor.
Für das ganze Hotend gab es dann einiges an Teilen.
Aber alles kommt entsprechend der guten Manuals zusammen.
Für das Kabel vom Nitehawk hab ich einen Halter mit einer PG7 Kabelführung gedruckt, der auch das Chamber Thermistor hält. Der 25er Lüfter hat leider doch nicht gepasst, hier suche ich bei Zeiten eventuell mal einen flacheren. Anstelle der Schraube, hab ich für die Abdeckung eine Daumenschraube mit Silikonpuffer genommen, so kann ich Werkzeuglos an das NH Board.
Im nächsten Schritt dann die Chaoticlabs Teile, zu dessen Zusammenbau hatte der Meltbro mir 2 Tüten Goldbären dazu gelegt, leider hat meine Frau die gefunden, sodass die deutlich schneller leer waren als geplant 😉
Im nächsten Bild sind dann die Z Motormounts und die Elektronik schon verbaut und verkabelt, zumindest beginnt es.
Bei den Backern aus Titan konnte ich nicht wiederstehen und habe diese noch schnell Anodisiert. Das Silber war einfach zu langweilig.
Und hier dann auch schon auf dem fertigen Gantry, den Bau habe ich nicht im Detail dokumentiert, das ist sehr gut in den Manuals erklärt.
Dann kommt der Gantry an die Z Gurte und der Tap an die AB Gurte.
Jetzt brauch nur noch der Toolhead drauf und der Drucker ist schon fast ein Drucker.
An der Config ist noch einiges zu tun, aber erstmal schein alles richtig gewesen zu sein.
Ich habe keine XY Endstops verbaut, das wollte ich Sensorless lösen. Somit komme ich mit einer Kabelkette auf Z aus.
Dann fehlen noch Gehäuse und Filament Box, hier mal zum testen die von Creality, leider deutlich lauter als die S2 von Sunlu.
Jetzt müssen noch ein Nozzlecleaner und ein Chamber Heater rein.
Zum Nozzlecleaner lagen dank des Meltbros diese Silikonbürsten bei, für diese hab ich am vorderen Ende des Bettes einen Platz geschafft. Sodass der Nevermore Filter noch getauscht werden kann.
Zum Chamber Heater kommt dann noch ein Update, hier habe ich ein 220VAC 300W PTC Heizer besorgt, welcher hinten im Gehäuse einen Platz gefunden hat. Dieser wird wie das Bett über eine SSR vom Leviathan gesteuert.
Ich bin noch an der Confi, der Drucker druckt zwar aber noch nicht alle Funktionen sind 100%ig vorhanden oder ausreichend getestet. Aber nach Abschluss stelle ich Config und Markos hier ein.
Alte Begleiter beim Tuning sind Shaketune und AutoSpeed.
Bisher habe ich den Drucker auf eine Velocity von 360mm/s bei einer Accel von 7200mm/ss eingerichtet. Ein PLA Testdruck bei 300mm/s für die Walls war schon sehr erfolgreich. Califolwer und andere Tunes sind auch schon abgeschlossen. Aber noch muss ich für einige Filamente die Flow und Linear Advance Werte überprüfen. Dann werde ich am Ende sagen können, wieviel Schneller der Voron nun ist im Vergleich zu meinem Ender 😊
Zur Zeit scheint die Velocity beim Druck von zumindest PLA bei 220% des Enders zu liegen, die Accel ist ebenfalls bei 260%. Zusammen mit dem deutlich größeren Bett, soll der Drucker einiges mehr schaffen können. Und wenn dieser dann noch drei Geschwister bekommt, habe ich meine Kapazität mehr als verzehnfacht.
In den kommenden Wochen werde ich hier dann noch weiter berichten und die Configs einstellen.
Bisher bin ich sehr zufrieden mit dem Fortschritt des Projektes und den bisherigen Ergebnissen. In die Planung des ganzen gingen bestimmt einige Tage, der Aufbau des Druckers kostet 2-3 Tage und das Tuning und einstellen der Software dann nochmal 2-3 Tage, insbesondere mit den ganzen Experimenten zwischendurch. Zum Glück wird dann jeder weitere Drucker wohl eher nur 2 Tage brauchen 😉
Falls ihr auch schon Voron2 gebaut habt und noch Tips oder coole Mods kennt, lasst es mich wissen. Ich bin nun gespannt wie sich der Nozzlecleaner zusammen mit meinem Coldpull Makro zusammen machen.
Der Filamentsensor ist beim Laden des Filamentes schon goldwert, aber der Filament Weg gefällt mir noch nicht, die Position der Drybox wird sich noch ändern. Und wenn dier Werkstatt erst richtig renoviert ist, und die für die Drucker passenden Möbel gebaut sind, wird sich nochmal etwas ändern.
Bis dahin sind es aber noch einige Monate.
")