
Kleine robuste Fräse - (nur) Software und Steuerung
- Themenstarter Marc P.
- Beginndatum
Die konstante Geschwindigkeit wird doch dadurch erreicht, dass er die Ecken verrundet. Wie stark ist dann eine Einstellungssache.

Fahr mal eine Kurve aus Polylinien mit 3m/Min mit 1000er Rampen und mit 2000er - dann siehst Du, was ich meine.
Zuletzt bearbeitet:
Hab mir das eben mal genauer angeschaut. Wir haben 3 mehrfach belegbare Pins (1,16,17) und 5 Funktionen, die man draufpacken kann:
- Spindel
- Relais1
- PWM
- Watchdog
- Stromabsenkung
Was der Unterschied zw. Spindel und Relais1 ist, erschließt sich mir im Moment nicht - gehe einfach mal davon aus, dass wir 4 von den 5 brauchen...
Falls Du Relais 2 nicht anderweitig brauchst, wäre das am einfachsten, da den Spindelstart draufzupacken und 1,16,17 mit PWM, Watchdog und Stromabsenkung zu belegen.
Ansonsten könnte man PWM auch extern machen, oder aber die nicht benötigte 4. Achse (Pin 8+9) dafür nutzen.
Evtl. über die zweite Jumperreihe möglich...
Gruss
Karl
- Spindel
- Relais1
- PWM
- Watchdog
- Stromabsenkung
Was der Unterschied zw. Spindel und Relais1 ist, erschließt sich mir im Moment nicht - gehe einfach mal davon aus, dass wir 4 von den 5 brauchen...
Falls Du Relais 2 nicht anderweitig brauchst, wäre das am einfachsten, da den Spindelstart draufzupacken und 1,16,17 mit PWM, Watchdog und Stromabsenkung zu belegen.
Ansonsten könnte man PWM auch extern machen, oder aber die nicht benötigte 4. Achse (Pin 8+9) dafür nutzen.
Evtl. über die zweite Jumperreihe möglich...
Gruss
Karl
Moin,
Output 1 = Relais 1
Spindel = PWM Signal
ich musste vor dem Messen am ESS doch umjumpern, da ich das PWM gern separat messen wollte und es bei der ersten Jumperkonfiguration mit Output 1 auf Pin 1 liegt.
Bei Jumperkonfiguration 2 liegt Watchdog zusammen mit der Stromabsenkung auf PIN 16. Somit ist eine Doppelbelegung in diesem Falle scheinbar möglich.
Nachdem ich umgejumpert habe, habe ich den Output 1 auf Port 1 belassen und Spindel (PWM) auf Port 2 gelegt. Dadruch kann ich am freien Port 2 Sub-D am ESS das 0-10V Signal messen.
Da Output 1 normal weiter funktioniert schaltet sich die Spindel auch ohne PWM ein und läuft auf der im FU eingestellten Minimalfrequenz. Bei mir sind das 50 Hz = 3000 1/min. Das funktioniert auch. Nun konnte ich den Hergang messtechnisch nachbilden.
Schritt 1: Mach3 neu starten
Schritt 2: Reffahrt und Fräsprogramm laden
Schritt 3: Start drücken
- Spindel läuft über das geschaltete Relais 1 an (3000 1/min)
- das Messgerät zeigt keine Spannung an
Schritt 4: Nach Programmende erneuter Programmstart
- Spindel läuft erneut an (3000 1/min)
- Das Messgerät zeigt nun eine Spannung von ca. 4,85V an. Im Fräsprogramm stehen 24000 1/min, somit Höchstdrehzahl und somit sollte das Messgerät ca. 10V anzeigen. Die Spannung wird mit positivem und negativem übersteuern der Drehzahl in Mach größer und kleiner.
Bevor ich das PWM Signal auf Port 2 gelegt habe, habe ich nach dem Umjumpern natürlich mal kurz getestet.
Die im Fräsprogramm hinterlegte Drehzahl wird erreicht.
Somit bin ich bei knapp 5V anstatt 10V und der FU läuft trotzdem auf der richtigen Drehzahl. Man kann die Regelung des Powtran Fu´s auf -100%/+100% für Rückwärts- und Vorwärtslauf und auf 0%/100% für Vorwärtslauf einstellen. Ich habe nachgeschaut, es steht bei mir auf Werkseinstellung und das sind 0%/100%. Somit ok.
Ergebnis 1: Da die Spindel mit Jumperkonfiguration 1 bei >10%PWM anläuft, ist sie demnach bei mir bei dem ersten Programmstart mangels PWM Signal garnicht angelaufen. Somit ein Mach3/PC Problem
Ergebnis 2: Die Spannung des PWM Signals ist nur ca halb so groß wie der Sollwert
Frage 1: Warum gibt Mach 3 beim ersten Fräsprogrammstart kein PWM Signal aus?
Frage 2: Warum ist die PWM Spannung nur halb so groß?
Frage 3: Wieso läuft der FU trotz halber Spannung auf Höchstdrehzahl?
Gruß Marc
Edit: Frage 2 und 3 sind erstmal kein Problem, da der FU ja trotzdem macht was er soll. Was ich nicht weiss ob Frage 1 und Frage 2 und 3 in kausalem Zusammenhang stehen...
Output 1 = Relais 1
Spindel = PWM Signal
ich musste vor dem Messen am ESS doch umjumpern, da ich das PWM gern separat messen wollte und es bei der ersten Jumperkonfiguration mit Output 1 auf Pin 1 liegt.
Bei Jumperkonfiguration 2 liegt Watchdog zusammen mit der Stromabsenkung auf PIN 16. Somit ist eine Doppelbelegung in diesem Falle scheinbar möglich.
Nachdem ich umgejumpert habe, habe ich den Output 1 auf Port 1 belassen und Spindel (PWM) auf Port 2 gelegt. Dadruch kann ich am freien Port 2 Sub-D am ESS das 0-10V Signal messen.
Da Output 1 normal weiter funktioniert schaltet sich die Spindel auch ohne PWM ein und läuft auf der im FU eingestellten Minimalfrequenz. Bei mir sind das 50 Hz = 3000 1/min. Das funktioniert auch. Nun konnte ich den Hergang messtechnisch nachbilden.
Schritt 1: Mach3 neu starten
Schritt 2: Reffahrt und Fräsprogramm laden
Schritt 3: Start drücken
- Spindel läuft über das geschaltete Relais 1 an (3000 1/min)
- das Messgerät zeigt keine Spannung an
Schritt 4: Nach Programmende erneuter Programmstart
- Spindel läuft erneut an (3000 1/min)
- Das Messgerät zeigt nun eine Spannung von ca. 4,85V an. Im Fräsprogramm stehen 24000 1/min, somit Höchstdrehzahl und somit sollte das Messgerät ca. 10V anzeigen. Die Spannung wird mit positivem und negativem übersteuern der Drehzahl in Mach größer und kleiner.
Bevor ich das PWM Signal auf Port 2 gelegt habe, habe ich nach dem Umjumpern natürlich mal kurz getestet.
Die im Fräsprogramm hinterlegte Drehzahl wird erreicht.
Somit bin ich bei knapp 5V anstatt 10V und der FU läuft trotzdem auf der richtigen Drehzahl. Man kann die Regelung des Powtran Fu´s auf -100%/+100% für Rückwärts- und Vorwärtslauf und auf 0%/100% für Vorwärtslauf einstellen. Ich habe nachgeschaut, es steht bei mir auf Werkseinstellung und das sind 0%/100%. Somit ok.
Ergebnis 1: Da die Spindel mit Jumperkonfiguration 1 bei >10%PWM anläuft, ist sie demnach bei mir bei dem ersten Programmstart mangels PWM Signal garnicht angelaufen. Somit ein Mach3/PC Problem
Ergebnis 2: Die Spannung des PWM Signals ist nur ca halb so groß wie der Sollwert
Frage 1: Warum gibt Mach 3 beim ersten Fräsprogrammstart kein PWM Signal aus?
Frage 2: Warum ist die PWM Spannung nur halb so groß?
Frage 3: Wieso läuft der FU trotz halber Spannung auf Höchstdrehzahl?
Gruß Marc
Edit: Frage 2 und 3 sind erstmal kein Problem, da der FU ja trotzdem macht was er soll. Was ich nicht weiss ob Frage 1 und Frage 2 und 3 in kausalem Zusammenhang stehen...
Zuletzt bearbeitet:
Output 1 = Spindelrelais
Spindel = PWM Signal
Spindel = PWM Signal
Nein - in der tb-Beschreibung sind
- Spindel
- Relais1
- PWM
explizit getrennt aufgeführt. Da es (ausser Relais1) meines Wissens keine andere Möglichkeit des Spindelstarts am tb gibt, ist das für mich nicht logisch.
Den Rest verstehe ich nicht wirklich - auch nicht, warum da jetzt ein ESS dazwischen klemmt, wenn Du Ursachen suchen willst...
..denn das ist erstmal nur eine zusätzliche Fehlerquelle..
Nein - in der tb-Beschreibung sind
- Spindel
- Relais1
- PWM
explizit getrennt aufgeführt. Da es (ausser Relais1) meines Wissens keine andere Möglichkeit des Spindelstarts am tb gibt, ist das für mich nicht logisch.
- Spindel
- Relais1
- PWM
explizit getrennt aufgeführt. Da es (ausser Relais1) meines Wissens keine andere Möglichkeit des Spindelstarts am tb gibt, ist das für mich nicht logisch.
In den Motor Outputs ist nur Spindel aufgeführt und da habe ich nun mit Pin 17 das PWM Signal draufgelegt. Output 1 steuert bei mir über den Pin 1 das Relais 1.
Den Rest verstehe ich nicht wirklich
- auch nicht, warum da jetzt ein ESS dazwischen klemmt, wenn Du Ursachen suchen willst...
..denn das ist erstmal nur eine zusätzliche Fehlerquelle..
..denn das ist erstmal nur eine zusätzliche Fehlerquelle..
2. Weil es ohne den Port 2 am ESS schwierig wird das PWM Signal zu messen. Wenn der Rechner nicht mit dem TB verbunden ist, bekommt Mach3 keine Freigabe und so kann man auch nix messen. Mit der Frage ob es evtl funktioniert wenn man irgendwelche Kontakte des Offenen LPT Steckers vom Kabel am Rechner brückt habe ich
mich ehrlich gesagt nicht beschäftigt, da es mit dem ESS deutlich komfortabler ist und man nebenbei sehe kann was an der Fräse passiert.
Darüber hinaus kam mit grad ein Geistesblitz der gleichzeitig Frage 1 beantwortet hat.
Im durch Estlcam erzeugten G Code steht der Spindelstart M03 ganz am Anfang. Der Befehl S24000 steht aber erst in der Zeile des Startpunktes für den Fräsjob. Somit wird die Spindel gestartet, ohne das ein passendes PWM Signal an den FU geht, das kommt erst ein paar Zeilen später und erzeugt ja beim ersten Fräsprogrammdurchlauf keine Spannung am Ausgang. (Wieso weiss ich nicht)
Ich habe nun die Spindeldrehzahl mal direkt hinter den M03 Befehl geschrieben und siehe da, die Spindel läuft auch beim ersten Programmstart auf die eingestellte Drehzahl hoch.
Was ich nun nicht weiss, wie es aussieht, wenn ich mehrere Drehzahlen im Fräsprogramm habe. Somit scheint das Problem etwas mit dem Aufbau des G-Codes zu tun zu haben und ich bin ein guten Schritt weiter, da Mach3 erstmal das zu machen scheint was es soll, nämlich den G-Code lesen und umsetzen...
Gruß Marc
Zuletzt bearbeitet:
Output 1 für was anderes zu nutzen, wenn die Spindel übers PWM Signal angesteuert wird. (Jumperkonfiguration 1)
Was genau verstehst du nich, die Ergebnisse oder die Vorgehensweise?
1. Auf dem Rechner läuft jetz WIN 7, daher ist es schwierig mal eben wieder zurück zur Ansteuerung über LPT zu gehen.
2. Weil es ohne den Port 2 am ESS schwierig wird das PWM Signal zu messen.
Erscheint mir auch nicht logisch, weil in Jumperkonfig 1 ja automatisch das Releas1 intern gesteuert wird (PWM 1V) - d.h. das kann man dann mit Sicherheit nicht anderweitig belegen.
Sämtliche Zusammenhänge des Setup - solange die nicht klar sind, versuche ich auch keine Einzelheiten zu verstehen...
Da ich gerade rausgefunden habe, dass der erste Anlauf der Spindel mit einer anderen Position der Drehzahlangabe im GCode beeinflussbar ist, wendet sich das Blatt in meinen Augen gerade von der Konfiguration des TB´s und Mach3 ab und geht in Richtung Aufbau G-code...
Das ist überhaupt kein Problem - geht nur mit Win7/64 nicht und DAS hast Du nicht geschrieben
Das PWM kannst Du doch nur messen, wie es am TB rauskommt und dafür kann man ja ohne Probleme irgendeine Funktion (bspw. watchdog) totlegen....
Am TB kommt kein PWM Signal (digital) sondern ein analoges 0-10V Signal raus. Auf den Denkfehler bin ich auch reingefallen. Das ist auch der Grund warum ich am ESS nur max 5V gemessen habe. Das ist die max Spannung des PWM Signals. Das TB wandelt dieses digitale PWM Signal dann in ein analoges 0-10V Signal um.
Die 0-10V sollte man direkt am TB messen können. Da es aber, wie du ja eingangs auch geschrieben hast, auch sein kann, dass Mach3 bzw. der Rechner murks macht, war es nicht unbedingt schlecht, zwischen Rechner und TB zu messen. Da der FU vernünftig läuft gehe ich davon aus, dass die 0-10V so funktionieren wie sie sollen.
Gruß Marc
Da ich gerade rausgefunden habe, dass der erste Anlauf der Spindel mit einer anderen Position der Drehzahlangabe im GCode beeinflussbar ist, wendet sich das Blatt in meinen Augen gerade von der Konfiguration des TB´s und Mach3 ab und geht in Richtung Aufbau G-code...
Ich bin davon ausgegangen, dass WIN 7 allgemein nicht kompatibel ist, wg. ACPI etc...
Bei meinem WIN 7 handelt es sich aber nichts desto trotz um eine 64 Bit version.
Am TB kommt kein PWM Signal (digital) sondern ein analoges 0-10V Signal raus. Auf den Denkfehler bin ich auch reingefallen.
Das ist auch der Grund warum ich am ESS nur max 5V gemessen habe. Das ist die max Spannung des PWM Signals.
Eher in Richtung Postprozessor des CAM. Im CamBam kann man festlegen, was in welcher Reihenfolge bei der "Initialisierung" im gcode landet.
Nicht "auch" - mir war das schon klar, dass man am Digitalsignal nix messen kann; das geht nur mit einem Oszillographen...
Mir ist in dem Fall egal ob sich das Signal linear verhält oder was auch immer. Die Spannung war analog zur Funktion in Mach 3 da oder nicht da und hat auch auf das positive oder negative übersteuern reagiert. Somit hat mir mein Messgerät alles gesagt was ich brauchte. Ich kann in dem Zusammenhand deine Aussage nicht nachvollziehen, dass man da ja "nix" messen kann, da es ja "nur" mit einem Oszi geht...
Nein - das ist die Betriebsspannung des Parallelports. Messen kann man da mit einem Multimeter gar nix - höchstens sehen, ob Irgendwas da ist...
Karl, ich schätze wirklich dein Know How und deine Hilfsbereitschaft, aber deine Art Sachen rüber zu bringen ist manchmal etwas von oben herab...
Für mich war dieser Abend eine sehr erfolgreiche Fehlersuche und ich bin froh das es langsam voran geht und sich die Schleier lichten.
Gruß Marc
Karl, ich schätze wirklich dein Know How und deine Hilfsbereitschaft, aber deine Art Sachen rüber zu bringen ist manchmal etwas von oben herab...
Achja: Ich betreibe mittlerweile über 30 Jahre Problemanalysen und die erste Frage lautet immer:
Stimmen die Annahmen und was sagen die Messungen aus - sagen die überhaupt irgendwas aus???
Zuletzt bearbeitet:
Was Du da "gemessen" hast ist ein Digitalsignal mit variablem Tastverhältnis und das ist purer Zufall, was Dein (oder ein beliebiges anderes) Multimeter da anzeigt. Das sind nämlich immer knapp 5V - nur unterschiedlich lange.....
Achja: Ich betreibe mittlerweile über 30 Jahre Problemanalysen und die erste Frage lautet immer:
Stimmen die Annahmen und was sagen die Messungen aus - sagen die überhaupt irgendwas aus???
Stimmen die Annahmen und was sagen die Messungen aus - sagen die überhaupt irgendwas aus???
Wie gesagt es ging nicht um Zweifel an deiner Kompetenz, sondern eher an der Art und Weise...
Genug Offtopic, zurück zum Threadthema!
Gruß Marc
Zuletzt bearbeitet:
Tja - da stoße ich heutzutage immer wieder drauf und mit sowas kann ich überhaupt nicht umgehen(!)
Entweder ist etwas technisch/sachlich richtig, oder es ist es nicht. Persönliche Empfindlichkeiten/Animositäten sind mir total wurscht - wenn es nicht um das Problem und dessen Lösung geht, sondern ums Rechthaben, dann spiele ich nicht mehr mit.
Ich lasse mir gerne (!) nachweisen/belegen, wenn ich irgendwo falsch liege, aber mir Hochnäsigkeit zu unterstellen, weil man die Zusammenhänge nicht versteht, geht mir Eindeutig zu weit.
Ich bin kein "Diplomat" - das weiss ich; lerne ich nicht mehr, will ich auch nicht lernen. Wer das nicht verträgt, verzichtet einfach auf meine Beiträge....
Entweder ist etwas technisch/sachlich richtig, oder es ist es nicht. Persönliche Empfindlichkeiten/Animositäten sind mir total wurscht - wenn es nicht um das Problem und dessen Lösung geht, sondern ums Rechthaben, dann spiele ich nicht mehr mit.
Ich lasse mir gerne (!) nachweisen/belegen, wenn ich irgendwo falsch liege, aber mir Hochnäsigkeit zu unterstellen, weil man die Zusammenhänge nicht versteht, geht mir Eindeutig zu weit.
Ich bin kein "Diplomat" - das weiss ich; lerne ich nicht mehr, will ich auch nicht lernen. Wer das nicht verträgt, verzichtet einfach auf meine Beiträge....
Um die Zusammenhänge besser zu verstehen habe ich mal mit jemandem gesprochen der mir erläutert hat, warum ich mit einem Multimeter eben doch eine Spannung messen konnte die nicht immer 5V betrug.
Wenn ich es richtig verstanden habe, dann sind die 5V Impulse bei einem niedrigen PWM Signal kürzer, woraus sich eine geringere Energiemenge ergibt.
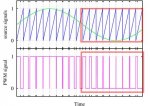
Bei einem hohen PWM Signal sind die 5V Impulse länger was zu einer größeren Energiemenge führt.
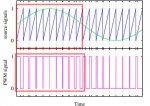
Da ein Multimeter nun eine gewisse Trägheit hat, wird bei einer geringeren Energiemenge eine kleinere und bei größerer Energiemenge eine größere Spannung angezeigt.
Wie gesagt technisch sicher nicht astrein, nichts für ungut Karl, aber für meinen Fall ausreichend aussagekräftig.
Gruß Marc
Leider bin ich Maschinenbauer geworden und kein Elektrotechniker...
Wenn ich es richtig verstanden habe, dann sind die 5V Impulse bei einem niedrigen PWM Signal kürzer, woraus sich eine geringere Energiemenge ergibt.
Bei einem hohen PWM Signal sind die 5V Impulse länger was zu einer größeren Energiemenge führt.
Da ein Multimeter nun eine gewisse Trägheit hat, wird bei einer geringeren Energiemenge eine kleinere und bei größerer Energiemenge eine größere Spannung angezeigt.
Wie gesagt technisch sicher nicht astrein, nichts für ungut Karl, aber für meinen Fall ausreichend aussagekräftig.
Gruß Marc
Leider bin ich Maschinenbauer geworden und kein Elektrotechniker...
Da Mulitmeter idr. Effektivwerte "messen", kann man da auch was sehen. Das hatte ich hier auch geschrieben.
Die "Messung" hat aber keinerlei Aussagekraft - dass ein PWM da ist und sich auch ändert, war ja m.W. gar nicht strittig, sonst hätte sich die Spindel ja vorher gar nicht regeln lassen. Eine Aussage hätte man am 10V-Ausgang gekriegt, ob die 1V Schaltschwelle sicher und die 10V max. erreicht wird/werden....
Die "Messung" hat aber keinerlei Aussagekraft - dass ein PWM da ist und sich auch ändert, war ja m.W. gar nicht strittig, sonst hätte sich die Spindel ja vorher gar nicht regeln lassen. Eine Aussage hätte man am 10V-Ausgang gekriegt, ob die 1V Schaltschwelle sicher und die 10V max. erreicht wird/werden....
...dass ein PWM da ist und sich auch ändert, war ja m.W. gar nicht strittig, sonst hätte sich die Spindel ja vorher gar nicht regeln lassen....
An den Fehler mit dem Spindelstart würde ich mal logisch rangehen - entweder kommt aus dem PC sowohl das Spindelstartsignal, als auch der richtige PWM-Wert - dann ist es das tb; oder es kommt nicht (oder falsch) dann am PC / Mach3 weitersuchen.
ich wollte deinem Vorschlag der logischen herangehensweise nachkommen und eben erstmal zwischen PC und TB messen.
Das Problem war ja, dass die Spindel bei der Einstellung: Relais 1 über >10%PWM nur beim ersten Fräsprogrammstart nach dem Mach3 Neustart nicht angelaufen ist. Nach einem Werkzeugwechsel oder dem zweiten Start des Fräsprogrammes, ist die Spindel dann ja angelaufen. Somit wollte ich erkennen, ob das PWM Signal bei erstem Start des Fräsprogrammes da ist oder nicht. Wenn die Messung am ESS ergeben hätte das es da ist, hätte ich am TB weitersuchen müssen. Da die Messung am ESS aber ergeben hat, dass nur beim ERSTEN Fräsprogrammstart kein PWM Signal da ist war klar, dass es aus richtung PC/ Mach3 kommen musste.
Hätte ich am Tb gemessen dann wär da beim ersten Fräsprogrammstart ungefähr genau nix rausgekommen und ich hätte immernoch nicht gewusst, obs am TB oder am PC/Mach3 liegt...
Ich habe bisher noch keine Rückmeldung von Christan Knüll. Wenn er mir sagt wie ich den Postprocessor dazu bringe die Drehzahl hinter den M03 Befehl zu schreiben, dann ist das Problem gelöst.
Gruß Marc
Zuletzt bearbeitet:
Ich habe bisher noch keine Rückmeldung von Christan Krüll. Wenn er mir sagt wie ich den Postprocessor dazu bringe die Drehzahl hinter den M03 Befehl zu schreiben, dann ist das Problem gelöst.
. Und falls Du meinst das Estlcam das hinzufügen soll, das wird am Anfang der G01 Befehle mit S gemacht.Also z.B.
G01 X35 Y35 F600 S24000
Wenn Du es wirklich am M3 brauchst kannste ja zum Testen einfach den GCode umschreiben
Christian Knüll heißt der Gute . Und falls Du meinst das Estlcam das hinzufügen soll, das wird am Anfang der G01 Befehle mit S gemacht.
Also z.B.
G01 X35 Y35 F600 S24000
Wenn Du es wirklich am M3 brauchst kannste ja zum Testen einfach den GCode umschreiben
. Und falls Du meinst das Estlcam das hinzufügen soll, das wird am Anfang der G01 Befehle mit S gemacht.Also z.B.
G01 X35 Y35 F600 S24000
Wenn Du es wirklich am M3 brauchst kannste ja zum Testen einfach den GCode umschreiben
Man kann in den Einstellungen von Estlcam einstellen was er jeweils beim Progstart oder Werkzeugwechsel reinschreiben soll.
Da Estlcam die Info aber in die Zeile der Z-Zustellung schreibt, muss ich wissen wie ich das umgebastelt bekomme.
Gruß Marc

