Hallo,
da ich das 3DBenchy eigentlich ganz nett finde,
habe ich mir gedacht das man hier mal ein paar Hilfestellungen geben/bekommen kann.
Warum dem 3DBenchy auch nicht einen eigenen Thread spendieren.
Für diejenigen, die das 3DBenchy nicht kennen, hier ein paar Infos:
http://www.3dbenchy.com/
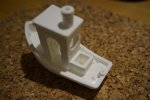
Das ist mein aktuelles 3DBenchy, gedruckt/"gesliced" mit Simplify3D.
Leider wurden die Flächen nicht ordentlich gefüllt.
Ursache?
- zu wenig Material / Multiplier erhöhen ?
- zu wenig Infill ?




Material: ABS von Extrudr.eu
Nozzle: 0.4 mm
Extrusion Multiplier: 0.90
Extrusion Width: 0.4 mm
First Layer: 0.25 mm
First Layer Speed: 40% / 18 mm/sek
Nozzle Temp: 250°
Bed Temp: 110°
Layer: 0.2 mm
Layer Speed: 45 mm/sek
Nozzle Temp: 250°
Bed Temp: 110°
Top Solid Layers: 3
Bottom Solid Layers: 3
Outline/Perimeters: 2
Infill: 10%
Ich hoffe ich habe alle wichtigen Werte aufgeführt.
Gruß Toby
da ich das 3DBenchy eigentlich ganz nett finde,
habe ich mir gedacht das man hier mal ein paar Hilfestellungen geben/bekommen kann.
Warum dem 3DBenchy auch nicht einen eigenen Thread spendieren.
Für diejenigen, die das 3DBenchy nicht kennen, hier ein paar Infos:
http://www.3dbenchy.com/
Das ist mein aktuelles 3DBenchy, gedruckt/"gesliced" mit Simplify3D.
Leider wurden die Flächen nicht ordentlich gefüllt.
Ursache?
- zu wenig Material / Multiplier erhöhen ?
- zu wenig Infill ?
Material: ABS von Extrudr.eu
Nozzle: 0.4 mm
Extrusion Multiplier: 0.90
Extrusion Width: 0.4 mm
First Layer: 0.25 mm
First Layer Speed: 40% / 18 mm/sek
Nozzle Temp: 250°
Bed Temp: 110°
Layer: 0.2 mm
Layer Speed: 45 mm/sek
Nozzle Temp: 250°
Bed Temp: 110°
Top Solid Layers: 3
Bottom Solid Layers: 3
Outline/Perimeters: 2
Infill: 10%
Ich hoffe ich habe alle wichtigen Werte aufgeführt.
Gruß Toby