Hallo,
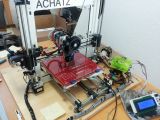
ich habe jetzt endlich meinen Prusa i3 fertig aufgebaut. Er funktioniert soweit schonmal ganz gut. Habe bisher nur 2 Teile gedruckt.
Ich bin ganz zu frieden damit. Was mir aber gar nicht gefällt, ist dass die äußere Schicht des Bauteils nicht zusammenhaftet. Diese reist auf. Und ich weiß nicht welche Einstellungen ich hier vornehmen soll um das weg zu bekommen .
.
Ich habe die Firmware von Marlin drauf und benutze momentan noch Repertier Host und Slic3r.
Anbei mal ein paar Fotos:




und ein Video:
[video=youtube;IcLRaHOt5zo]https://www.youtube.com/watch?v=IcLRaHOt5zo[/video]
Ein paar Einstellungen:
Temperaturen: first Layer 207°C / 60°C danach: 196°C / 55°C
Layerhöhe: 0,2mm
infill: 40%
Speed:
perimeters: 30mm/s
infill: 50mm/s
ich habe jetzt endlich meinen Prusa i3 fertig aufgebaut. Er funktioniert soweit schonmal ganz gut. Habe bisher nur 2 Teile gedruckt.
Ich bin ganz zu frieden damit. Was mir aber gar nicht gefällt, ist dass die äußere Schicht des Bauteils nicht zusammenhaftet. Diese reist auf. Und ich weiß nicht welche Einstellungen ich hier vornehmen soll um das weg zu bekommen
.Ich habe die Firmware von Marlin drauf und benutze momentan noch Repertier Host und Slic3r.
Anbei mal ein paar Fotos:
und ein Video:
[video=youtube;IcLRaHOt5zo]https://www.youtube.com/watch?v=IcLRaHOt5zo[/video]
Ein paar Einstellungen:
Temperaturen: first Layer 207°C / 60°C danach: 196°C / 55°C
Layerhöhe: 0,2mm
infill: 40%
Speed:
perimeters: 30mm/s
infill: 50mm/s
")