
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
Tja, keine CD dabei gewesen. Wie geschrieben der Verkäufer ist informiert aber es ist WE und wie´s so ist, es juckt halt in den FingerN ;-)
Lasse die CNC jetzt stehen bis ich Info aus UK habe bevor ich was übern Jordan schicke.
Prost und gute Nacht
Holger
PS: Muß mich mal aufschlauen wie das ist mit den Endschaltern und der Spindeldrehzahl. Ob das auch über emc2 läuft? Für was ist den der Extension Interface (Handsteuerteil?)
Lasse die CNC jetzt stehen bis ich Info aus UK habe bevor ich was übern Jordan schicke.
Prost und gute Nacht
Holger
PS: Muß mich mal aufschlauen wie das ist mit den Endschaltern und der Spindeldrehzahl. Ob das auch über emc2 läuft? Für was ist den der Extension Interface (Handsteuerteil?)
Zumindest bleibt der Verlust gering wenn ich was zerstöre. Das wäre bei einer KarlG oder P1 anders^^
 , dass das auch so sein wird - bin nahe dran, mich komplett von den Rundführungen zu verabschieden. So ein langer 20er Linearwagen hält 3 Tonnen aus - davon mindestens 2 auf jeder Achse...
, dass das auch so sein wird - bin nahe dran, mich komplett von den Rundführungen zu verabschieden. So ein langer 20er Linearwagen hält 3 Tonnen aus - davon mindestens 2 auf jeder Achse...Gruss
Karl
So heut abend wird bestellt.
3040T aus UK
3040T aus UK
Hast Du dich schon für eine entschieden?
Hat eigentlich schon jemand einen Druckkopf auf seine CNC gepackt?
Ich glaube aber, dass ein seperater 3D Drucker praktischer wäre.
Gruß
Alex
http://www.youtube.com/watch?v=Rft4sEXoHwk
Ich glaube aber, dass ein seperater 3D Drucker praktischer wäre.
..auf Dauer aber nicht effektiv - so eine Fräse hat einfach zu viel bewegte Masse.
Gruss
Karl
Super Hast Du dich schon für eine entschieden?
Oder einen Laser?
Ich glaube aber, dass ein seperater 3D Drucker praktischer wäre.
Gruß
Alex
http://www.youtube.com/watch?v=Rft4sEXoHwk
Hast Du dich schon für eine entschieden?Oder einen Laser?
Ich glaube aber, dass ein seperater 3D Drucker praktischer wäre.
Gruß
Alex
http://www.youtube.com/watch?v=Rft4sEXoHwk
http://www.aliexpress.com/item/Ship...NC-3040-Route-Engraver-Cutting/767238082.html
Ja ein Laser wer fein. Aber mit dem Druckkopf ist glaub einfacher zu realisieren. Hab so auf die schnelle keine Bezugsquelle gefunden, soll ja auch net teuerer als die Fräse sein.

So braucht es halt noch ein wenig, muss das mal mit der Nr. klären die hab ich noch nie gebraucht. Oder ne andere Kreditkarte nehmen.
Alles erledigt bin gespannt wenn meine Fräse da ist.
Dann darf ich samstags erst mal das Hobby Zimmer aufräumen ;-)
Das hab ich doch hier irgendwo auch gelesen
Dann darf ich samstags erst mal das Hobby Zimmer aufräumen ;-)
Das hab ich doch hier irgendwo auch gelesen
Und jetzt mögt ihr mir verzeihen, dass ich nicht nochmal alle ~1500 Beiträge lese...
Könnt ihr mir grob ein paar Stichpunkte nennen, die ich beim Aufbau beachten muss/sollte? Was muss ich beim "Auspacken" prüfen?

Ich hatte gestern kleine Problemchen beim Fräsen des Aufspanntisches.
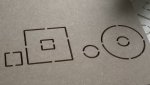
Ich habe erst die Senkungen (7 mm tief, 11 mm Durchmesser) für die Zylinderkopfschrauben gemacht.
Die waren auf dem ganzen Tisch vorhanden.
Als die fertig waren kamen die Durchfräsungen (6 mm) dran. Startpunkt -7.0 mm. Ich merkte jedoch schnell, dass diese nicht mittig der Senkungen waren, sondern etwa 1 mm versetzt in der X-Achse. Das sah dann so aus:

Die Senkungen selber sind noch alle in Reih und Glied... bis auf die Letzte. Da muss was passiert sein.
Praktischerweise nehme ich alle Fräsungen zur Fehleranylyse auf
Aber da passiert leider garnichts. Keine Änderung des Geräusches, kein Schluckauf, kein Rappeln.
Der Haufen zieht entspannt seine Bahnen.
Also habe ich mich heute mal daran gemacht an den Werten rumzuschrauben und auch ein paar Einstellungen aus dem Forum zu testen. Dabei habe ich jetzt mal dieses eingestellt:
Runter auf 25000Hz, 400, 1500, 200, 0-0
Und dann mal den Genauigkeitstest gefräst. 12 mm MDF. 2,4mm VHM, 10mm/s bei 1mm Zustellung. Ergebnis:

Einwandfrei.
Woher könnte das noch kommen? Ich habe noch kein Umkehrspiel eingestellt. Sollte dieser Effekt aber nicht stätig steigen? Das Teil liess anscheinend quasi "plötzlich" 1mm liegen.
Wie gehe ich am Besten vor um den Fehler zu lokalisieren? Natürlich fräst sie den ganzen Tag das was sie soll.
Dummes Stück^^

Gruß
Alex
Ich habe erst die Senkungen (7 mm tief, 11 mm Durchmesser) für die Zylinderkopfschrauben gemacht.
Die waren auf dem ganzen Tisch vorhanden.
Als die fertig waren kamen die Durchfräsungen (6 mm) dran. Startpunkt -7.0 mm. Ich merkte jedoch schnell, dass diese nicht mittig der Senkungen waren, sondern etwa 1 mm versetzt in der X-Achse. Das sah dann so aus:
Die Senkungen selber sind noch alle in Reih und Glied... bis auf die Letzte. Da muss was passiert sein.
Praktischerweise nehme ich alle Fräsungen zur Fehleranylyse auf
Aber da passiert leider garnichts. Keine Änderung des Geräusches, kein Schluckauf, kein Rappeln.
Der Haufen zieht entspannt seine Bahnen.
Also habe ich mich heute mal daran gemacht an den Werten rumzuschrauben und auch ein paar Einstellungen aus dem Forum zu testen. Dabei habe ich jetzt mal dieses eingestellt:
Runter auf 25000Hz, 400, 1500, 200, 0-0
Und dann mal den Genauigkeitstest gefräst. 12 mm MDF. 2,4mm VHM, 10mm/s bei 1mm Zustellung. Ergebnis:
Einwandfrei.
Woher könnte das noch kommen? Ich habe noch kein Umkehrspiel eingestellt. Sollte dieser Effekt aber nicht stätig steigen? Das Teil liess anscheinend quasi "plötzlich" 1mm liegen.
Wie gehe ich am Besten vor um den Fehler zu lokalisieren? Natürlich fräst sie den ganzen Tag das was sie soll.
Dummes Stück^^
Gruß
Alex
Runter auf 25000Hz, 400, 1500, 200, 0-0
Woher könnte das noch kommen? Ich habe noch kein Umkehrspiel eingestellt.
..falls Du mal die Antriebsmuttern lösen kannst und dann alle Achsen mal von Hand hin- und herschieben, ob irgendwas schwergängig ist. Das dann nochmal mit Antriebsmuttern, aber ohne Schrittmotoren - die Wellen an der Motorkupplung durchfahren.
Du kannst auch mal die Achsen mit völlig überhöhtem Schnellgang von Hand fahren, ob er irgendwo Schritte schmeisst - das hört man dann.
Gruss
Karl
Vorher war es:
32000Hz, 400, 2000, 200, 5-3
Das Hin- und Herschieben habe ich bereits gemacht. Da läuft alles sauber.
Das mit den Schrittverlusten... ja nur wie klingt das? Das Teil klingt eh schon so jämmerlich
Da bin ich mir nicht sicher was normal ist und was nicht, hehe.
Morgen kommt halbwegs ordentliches Messmaterial.
Ich werde dann mal Nullen, dann wild auf der gesammten Fläche spazieren fahren und schaun was passiert.
Nervig ist, dass sie heute alles so gemacht hat, wie sie es sollte.
Gruß
Alex
32000Hz, 400, 2000, 200, 5-3
Das Hin- und Herschieben habe ich bereits gemacht. Da läuft alles sauber.
Das mit den Schrittverlusten... ja nur wie klingt das? Das Teil klingt eh schon so jämmerlich
Da bin ich mir nicht sicher was normal ist und was nicht, hehe.
Morgen kommt halbwegs ordentliches Messmaterial.
Ich werde dann mal Nullen, dann wild auf der gesammten Fläche spazieren fahren und schaun was passiert.
Nervig ist, dass sie heute alles so gemacht hat, wie sie es sollte.
Gruß
Alex
Vorher war es:
32000Hz, 400, 2000, 200, 5-3
32000Hz, 400, 2000, 200, 5-3
Das Hin- und Herschieben habe ich bereits gemacht. Da läuft alles sauber.
Das mit den Schrittverlusten... ja nur wie klingt das? Das Teil klingt eh schon so jämmerlich
Aber nicht dauernd im Eilgang hin- und herfahren, das können TR-Antriebe nicht ab.

