
") Nabend Freunde,
Nabend Freunde,komm gerade auch nicht zu großartigen Tests, hab mal paar kleine Sachen getestet wo ich weiß wie sie Rauskommen müssen zum Vergleich. Hatte Anfangs leichte Probleme das dass Material auf meinem Druckbett haften geblieben ist hab die Temperatur dann ein wenig hoch geschraubt und den Düßen/ Druckbett abstand von Layer 1 ein wenig nach unten dann hat es gut Funktioniert und kann nun so direkt auf Blankes unbehandeltes Glas Drucken.
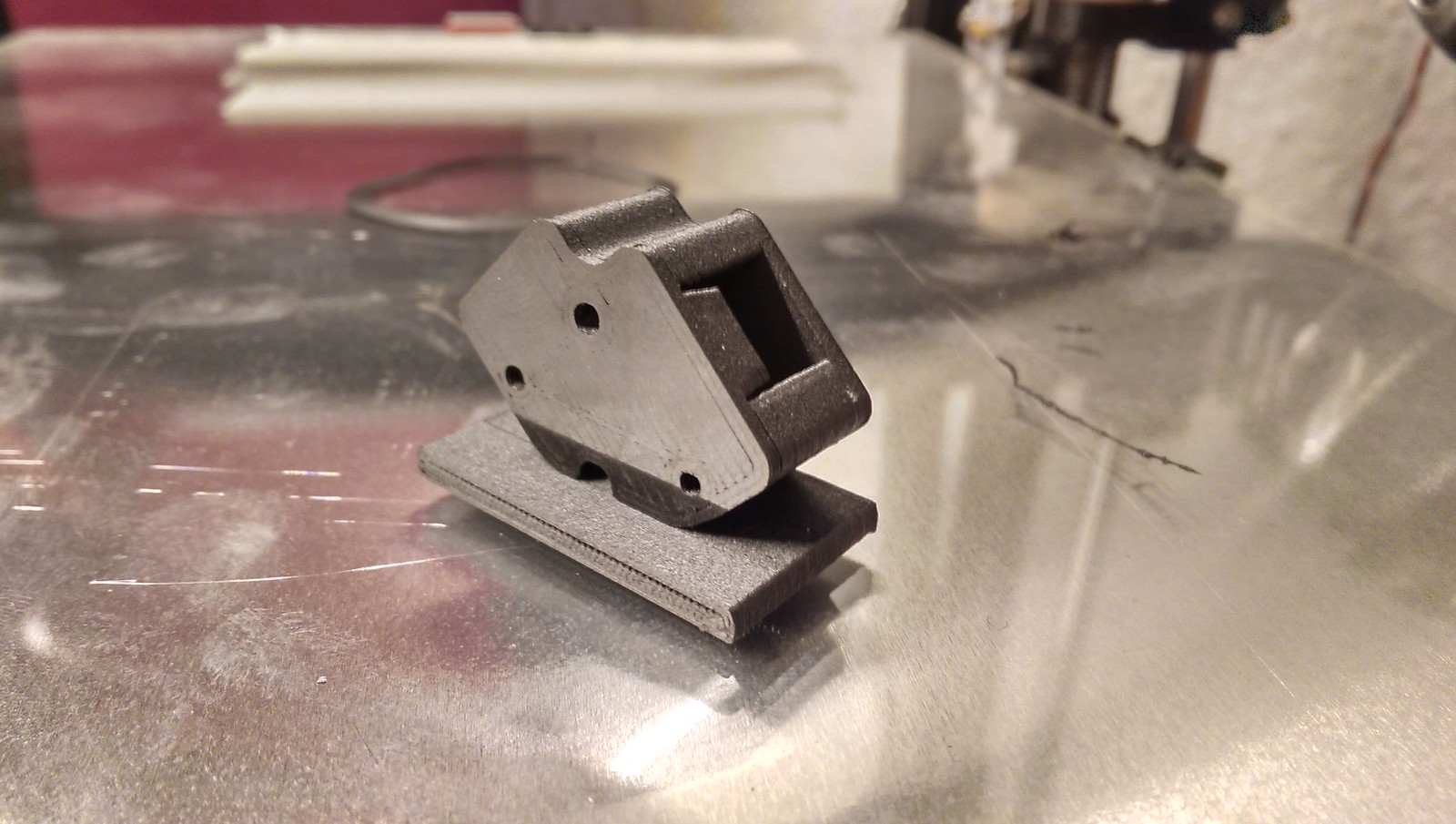
Von der Verarbeitung her ist es schon ein wenig komplexer wie PLA da es meiner Meinung ziemlich "fasserig" und pappig aus der düße kommt, auch reißt der filament faden bei Überhängen sehr schnell ab das es bei überhängen schnell zu ausfransungen kommt bzw. die Überhänge gar nicht gedruckt werden. Hab z.b ein cam halter gedruckt der einen Radius an der unterseite hatte, dieser Radius mit 2mm ging mit PLA ohne Probleme war allerdings beim umstieg auf das CF20 nicht möglich zu drucken da des filament faden immer gerissen ist. Wie auch schon beschrieben schnelle ecken und kurven mag das Material nicht so ganz.
Retract eigenschaften sind ok, hat keine fäden gezogen was mir aufgefallen ist das nach dem retract das material auf den ersten 1/10mm nur sehr sperrlich gewollt am voherigen layer haftet. Ich denke aber das kann sich mit anderen retract einstellungen ändern. Dünne Wände mag es nicht da es wirklich teilweise wie kaugummi ist.
nach ein paar Einstellungs änderungen ist es dann aber trotzdem ziemlich gut geworden und die Drucke wurden sehr sehr sauber, finde das matte finish von den teilen absolut geil macht ein sehr viel hochwertigeren Eindruck als wie mit normalen Schwarzen PLA, von der stabilität muss ich das ganze mal an wirklich soliden teilen testen wo direkt mit einander verglichen werden kann was mehr hält.
Mein Fazit, die teile schauen definitv klasse aus, stabilität muss ich noch genauer testen und Einstellungen müssen auch noch angepasst werden, im moment kann ich ich so aufjeden fall noch keine wirklichen radius/fasen/ überhänge drucken ohne das der Faden reist aber muss mich auch noch mal in ruhe hinsetzen und nach justieren. Da geht sicherlich noch was
und ist noch in einiegen Richtungen luft nach oben. Gedruckt habe ich mit folgenden Daten.
Hotend temp 260°C
Heated Bed 100°C, auf blankes Glas
layer höhe 0.2mm
first layer höhe 0.2mm
Perimeter 40-50mm/s
External Perimeter 70%
Small Perimeter 25mm/s
Travel 80mm/s
retract 0.4mm@30mm/s
direct drive mit einem E3D V5
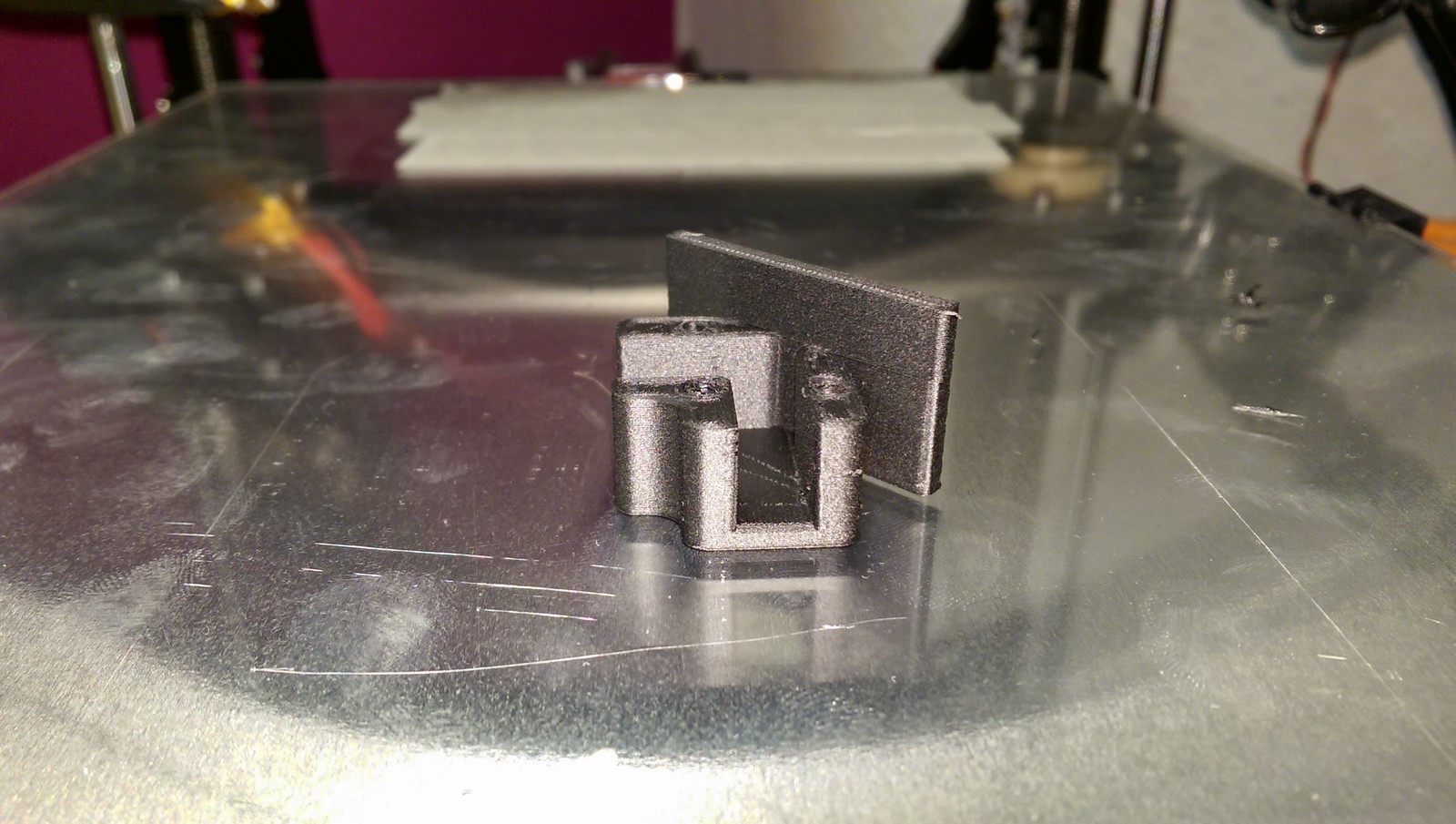
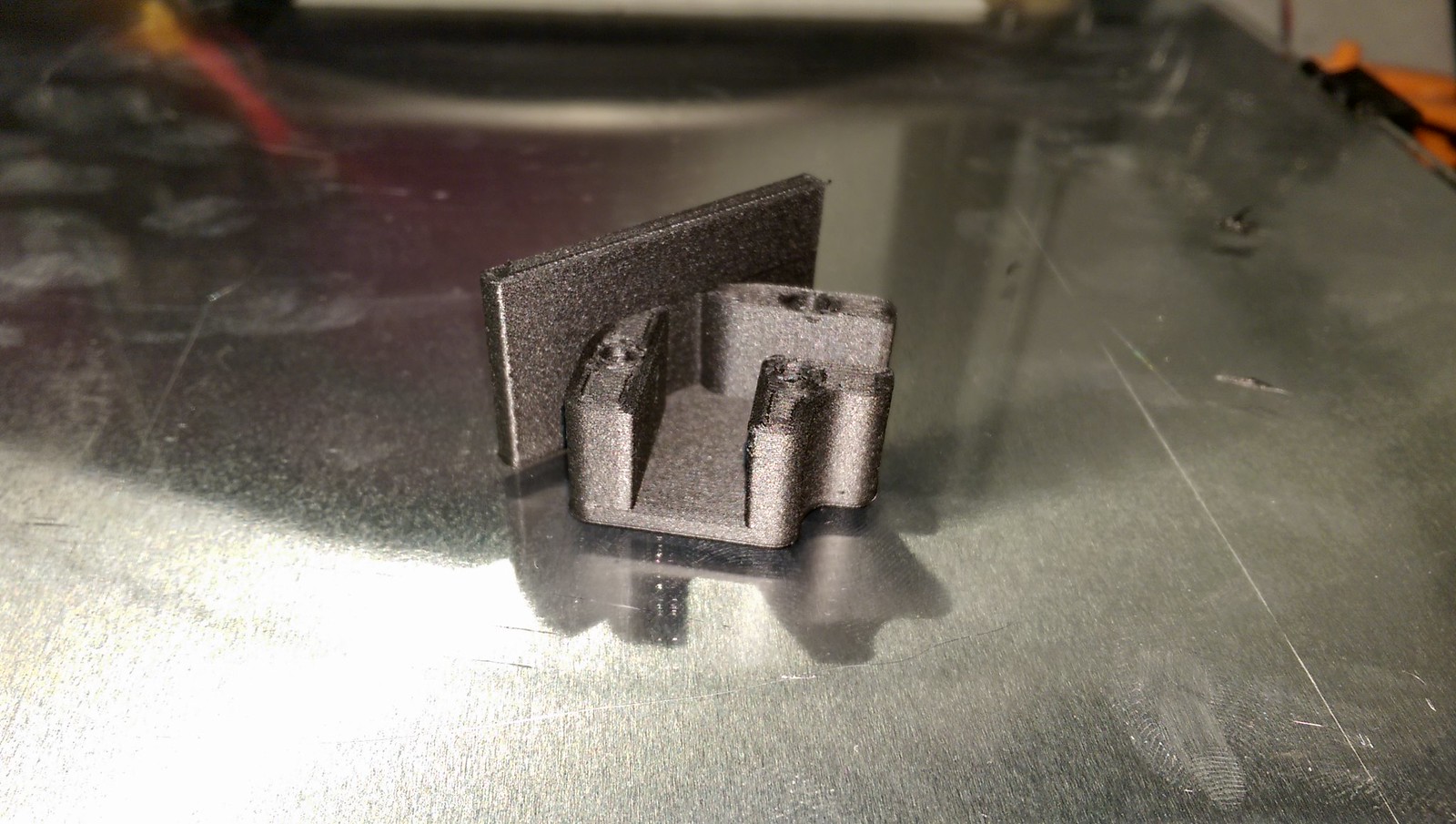
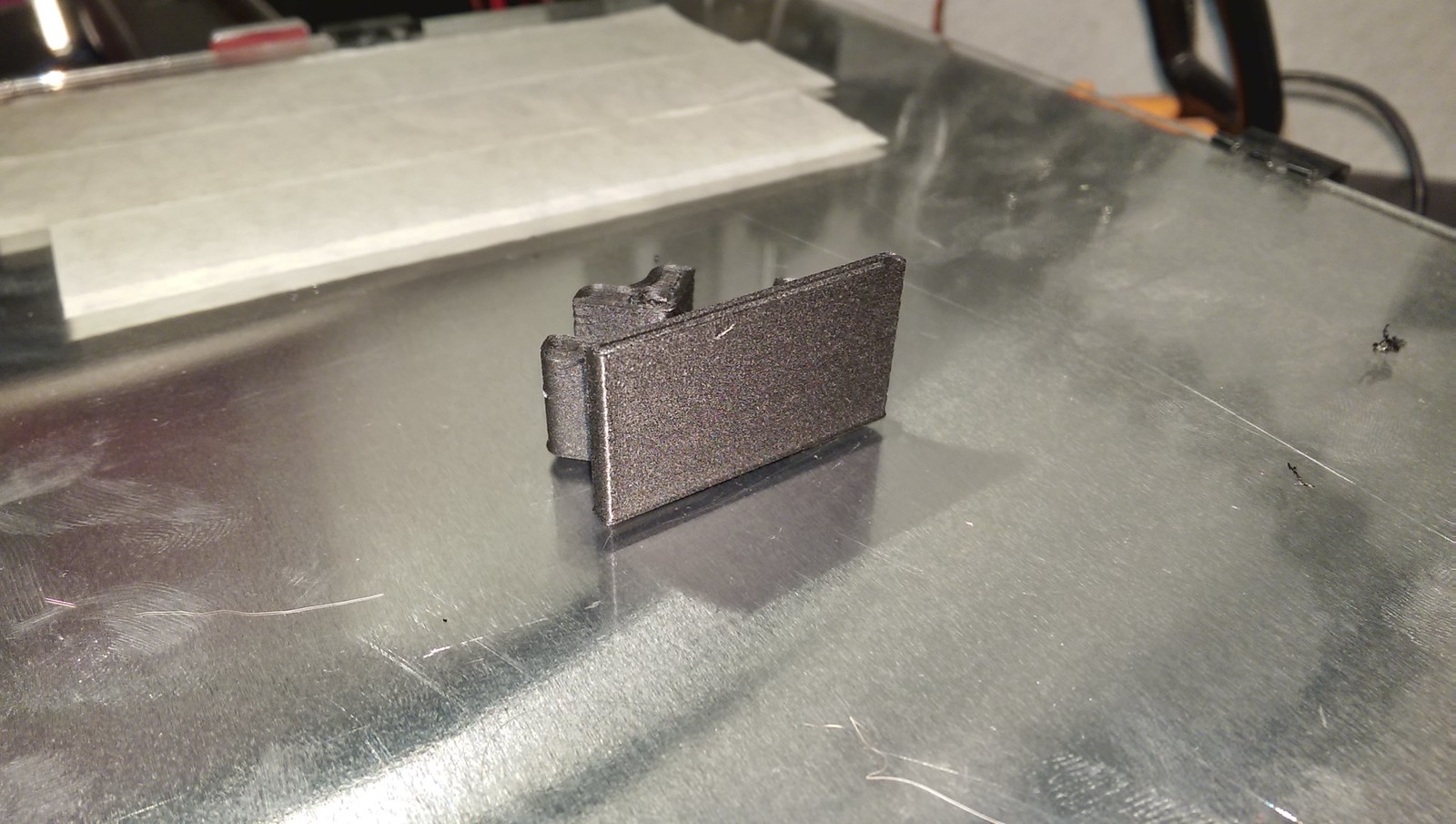
und noch ein Paar Bilder.

Viele Grüße
Patrick


