
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
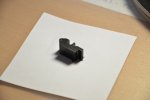
@alex: hier mal das Foto von der neuen Platine.

die 0,2 bis 0,3mm Maßabweichung machen mir bei dem weichen Bastelsperrholz noch keine Bauchschmerzen. Zudem ist der eingesetzte Fräser für das Holz eigentlich nicht geeigent (Will sagen, ich bin mir nicht sicher ob der macht was auf der Packung steht (sind gebrauchte eBay-Fräser aus der Leiterplattenherstellung). Meine große ISEL, die ich im Geschäft stehen habe, hat auch so ihre Toleranzen. Wenn ich da was maßhaltiges machen will, muss ich vorher auch erst mal testfräsen und dann das Maß über den Fräßerdurchmesser anpassen.
Ich habe heute Mittag noch ne neue Adapterplatte für mein GoPro-Gehäuse gefräst. Beide Teile sind zumindest schon mal gleich groß und passen auch ganz gut zusammen. Bei den nächsten Teilen muss ich mal was zum verzapfen machen, dann werden sich die Fehler schon bemerkbar machen.

Ich habe heute auch mal weniger Vorsschub als gestern genommen. Gestern hatte ich bei der maximalen Beschleunigung einen Wert von 300, heute bin ich mal auf 200 zurückgegangen. Das kommt schon mal eher in die Richtung mit der die Maschine noch gut umgehen kann. Die Bearbeitungszeit ist so auch noch ok.
viele Grüße
Rene
die 0,2 bis 0,3mm Maßabweichung machen mir bei dem weichen Bastelsperrholz noch keine Bauchschmerzen. Zudem ist der eingesetzte Fräser für das Holz eigentlich nicht geeigent (Will sagen, ich bin mir nicht sicher ob der macht was auf der Packung steht (sind gebrauchte eBay-Fräser aus der Leiterplattenherstellung). Meine große ISEL, die ich im Geschäft stehen habe, hat auch so ihre Toleranzen. Wenn ich da was maßhaltiges machen will, muss ich vorher auch erst mal testfräsen und dann das Maß über den Fräßerdurchmesser anpassen.
Ich habe heute Mittag noch ne neue Adapterplatte für mein GoPro-Gehäuse gefräst. Beide Teile sind zumindest schon mal gleich groß und passen auch ganz gut zusammen. Bei den nächsten Teilen muss ich mal was zum verzapfen machen, dann werden sich die Fehler schon bemerkbar machen.
Ich habe heute auch mal weniger Vorsschub als gestern genommen. Gestern hatte ich bei der maximalen Beschleunigung einen Wert von 300, heute bin ich mal auf 200 zurückgegangen. Das kommt schon mal eher in die Richtung mit der die Maschine noch gut umgehen kann. Die Bearbeitungszeit ist so auch noch ok.
viele Grüße
Rene
Sieht gut aus!
Hatte Dein Gehäuse schon eine Öffnung für den Probe?
Ich finde den Varianten-Reichtum spannend.
Je nachdem was grade da ist, wirds verbaut
Gruß
Alex
Hatte Dein Gehäuse schon eine Öffnung für den Probe?
Ich finde den Varianten-Reichtum spannend.
Je nachdem was grade da ist, wirds verbaut
Gruß
Alex
Inzwischen habe ich ja Übung im Aus- und Einbauen der Karte in`s Gehäuse.Wenn ich die Leiterbahnen von den Stiftleisten her, genau genug untersucht habe, müssten zwischen den Stiftleiten und den Optokoplern schon PullDown Wiederstände (R15) sein. Müsste da aber nicht noch nen C in in den Schalterkreis rein, um das Prellen der Schalter zu unterbinden?
74HC sind ja 3 Stück auf der Platine drauf. Von denen gehe ich aber dafon aus, dass die für die Achsen sind. Blöd wenn man kein Schaltbild zu ner Platine hat.
http://www.mikrocontroller.net/articles/Entprellung
bis dann
rene
bis dann
rene
Habe ich leider null Ahnung von.
Ich bin schon froh, dass mit den Huckepack Optokopplern überhaupt ein Signal anliegt.
Obwohl... langsam macht das Frickeln sogar fast Spass. Der Lerneffekt ist eine nette Dreingabe.
Die Taster zu installieren dauert trotzdem noch ein bisl. Derzeit sind zu viele Baustellen offen.
Also komm mir bloss net mit neuen Problemen
Gruß
Alex
Ich bin schon froh, dass mit den Huckepack Optokopplern überhaupt ein Signal anliegt.
Obwohl... langsam macht das Frickeln sogar fast Spass. Der Lerneffekt ist eine nette Dreingabe.
Die Taster zu installieren dauert trotzdem noch ein bisl. Derzeit sind zu viele Baustellen offen.
Also komm mir bloss net mit neuen Problemen
Gruß
Alex
So mit anderem Fräser und anderem Material (POM 10mm) sieht die Maßhaltigkeit schon ganz anderns aus
Habe gerade mal einen Senderhalte-Clip aus 10mm POM gefräst. 10mm, da ich gerade keine dünnere Platte hier habe. Eigentlich sollte der Clip so 5 bis 6mm breit sein. Die Bedingungen für den VHM 2-Schneider waren nicht ganz ideal, da er bei den letzten zwei Zustellungen fast keine Späne mehr raustransportieren konnte. Deshalb habe ich mal den Vorschub reduziert und auf die kühlende Wirkung des Staubsaugers gehofft. Ansonsten ging das ganz ok. Die Maße stimmen auch ganz gut. Der Clip rastet schön am Bügel der Funke ein


Habe gerade mal einen Senderhalte-Clip aus 10mm POM gefräst. 10mm, da ich gerade keine dünnere Platte hier habe. Eigentlich sollte der Clip so 5 bis 6mm breit sein. Die Bedingungen für den VHM 2-Schneider waren nicht ganz ideal, da er bei den letzten zwei Zustellungen fast keine Späne mehr raustransportieren konnte. Deshalb habe ich mal den Vorschub reduziert und auf die kühlende Wirkung des Staubsaugers gehofft. Ansonsten ging das ganz ok. Die Maße stimmen auch ganz gut. Der Clip rastet schön am Bügel der Funke ein
Hi!
Nach langer Abstinenz in diesen Thread melde ich mich auch mal wieder..... Die nächsten Wochen sollte ruhiger werden, sodass auch mich mal wieder um die Fräse kümmern kann.
Ich habe ja immer noch die 4 Kanal Relais Karte bereit liegen und meine Absaugung ist auch noch nicht ganz fertig....
Ich habe auch immer mal still hier mitgelesen.... Echt wahnsinn wie viele mittlerweile eine 6040 / 3020 haben.
Klasse!
Mit meiner 6040 bin nach einen halben Jahr immer noch voll zu frieden, auch meine Frau ist mittlerweile überzeugt
Erst vor einer Woche haben wir ein super Hochzeitsgeschenk entworfen und verschenkt:


Gestern haben wir ein Pinselhalter (zum Schminken) zusammen gezeichnet und dann auch gefräst, leider ist mir das weiße GFK ausgegangen....Nachschub ist bestellt
Sie ist jetzt schon hin und weg. "Wann kommt das GFK?? Wann können wir das fertig machen "
Das ist also sogar ein Hobby für zwei
Viele Grüße
Martinez
Zum Thema POM:
Ich habe vorgestern auch ein paar POM Schellen 10mm gefräst. Verwendet habe ich ein 2mm 2 Schneiden Fräser. Den Vorschub habe ich bei 1mm. Die Schnittkanten sind echt super, beim fräsen entstehen eigentlich keine Vibrationen. Am Anfang habe ich POM immer mit viel zu viel Vorschub gefräst, dadurch entsteht ein richtiges Rubbeln...
Mit wieviel Eintauchtiefe hast du gefräst?
Gruß
Martinez
Nach langer Abstinenz in diesen Thread melde ich mich auch mal wieder..... Die nächsten Wochen sollte ruhiger werden, sodass auch mich mal wieder um die Fräse kümmern kann.
Ich habe ja immer noch die 4 Kanal Relais Karte bereit liegen und meine Absaugung ist auch noch nicht ganz fertig....
Ich habe auch immer mal still hier mitgelesen.... Echt wahnsinn wie viele mittlerweile eine 6040 / 3020 haben.
Klasse!
Mit meiner 6040 bin nach einen halben Jahr immer noch voll zu frieden, auch meine Frau ist mittlerweile überzeugt
Erst vor einer Woche haben wir ein super Hochzeitsgeschenk entworfen und verschenkt:
Gestern haben wir ein Pinselhalter (zum Schminken) zusammen gezeichnet und dann auch gefräst, leider ist mir das weiße GFK ausgegangen....Nachschub ist bestellt
Sie ist jetzt schon hin und weg. "Wann kommt das GFK?? Wann können wir das fertig machen
"Das ist also sogar ein Hobby für zwei
Viele Grüße
Martinez
So mit anderem Fräser und anderem Material (POM 10mm) sieht die Maßhaltigkeit schon ganz anderns aus
Habe gerade mal einen Senderhalte-Clip aus 10mm POM gefräst. 10mm, da ich gerade keine dünnere Platte hier habe. Eigentlich sollte der Clip so 5 bis 6mm breit sein. Die Bedingungen für den VHM 2-Schneider waren nicht ganz ideal, da er bei den letzten zwei Zustellungen fast keine Späne mehr raustransportieren konnte. Deshalb habe ich mal den Vorschub reduziert und auf die kühlende Wirkung des Staubsaugers gehofft. Ansonsten ging das ganz ok. Die Maße stimmen auch ganz gut. Der Clip rastet schön am Bügel der Funke ein
Anhang anzeigen 59058 Anhang anzeigen 59059 Anhang anzeigen 59060
Habe gerade mal einen Senderhalte-Clip aus 10mm POM gefräst. 10mm, da ich gerade keine dünnere Platte hier habe. Eigentlich sollte der Clip so 5 bis 6mm breit sein. Die Bedingungen für den VHM 2-Schneider waren nicht ganz ideal, da er bei den letzten zwei Zustellungen fast keine Späne mehr raustransportieren konnte. Deshalb habe ich mal den Vorschub reduziert und auf die kühlende Wirkung des Staubsaugers gehofft. Ansonsten ging das ganz ok. Die Maße stimmen auch ganz gut. Der Clip rastet schön am Bügel der Funke ein
Anhang anzeigen 59058 Anhang anzeigen 59059 Anhang anzeigen 59060
Ich habe vorgestern auch ein paar POM Schellen 10mm gefräst. Verwendet habe ich ein 2mm 2 Schneiden Fräser. Den Vorschub habe ich bei 1mm. Die Schnittkanten sind echt super, beim fräsen entstehen eigentlich keine Vibrationen. Am Anfang habe ich POM immer mit viel zu viel Vorschub gefräst, dadurch entsteht ein richtiges Rubbeln...
Mit wieviel Eintauchtiefe hast du gefräst?
Gruß
Martinez
Zuletzt bearbeitet:
Ich kaufe Pom-Reste bei metall-kunststoffhandel.de bzw. Batho2010 (eBay). Platten sind in brauchbaren Formaten, haben aber keine Schutzfolie und daher mit Kratzer. Damit lässt sich Leben, wenn es nur für Eigenbedarf ist. Die verkaufen aber auch Zuschnitt nach Maß was dann evt. mit Schutzfolie ausgeliefert wird. Einfach mal Fragen...
Zuletzt bearbeitet:
Hey, schaut Klasse aus!
Sag mal wo kauft ihr eigentlich das Pom?
Hab bis dato nur die 8mm Schneidebretter von Ikea, die gehen mit dem 2mm Zweischneider und 250mm/min auch sehr gut.
Und hat jemand zufällig n DXF für 12mm Klemmen?
Gruß
Johannes
Sag mal wo kauft ihr eigentlich das Pom?
Hab bis dato nur die 8mm Schneidebretter von Ikea, die gehen mit dem 2mm Zweischneider und 250mm/min auch sehr gut.
Und hat jemand zufällig n DXF für 12mm Klemmen?
Gruß
Johannes
Ich hab mir da mal was gekauft, ich weiß aber nicht ob das günstig ist.
http://item.mobileweb.ebay.de/viewitem?itemId=110968927717
Klemmen? Normale?
Gruß
Martinez
EDIT:
Ich kaufe Pom-Reste bei metall-kunststoffhandel.de bzw. Batho2010 (eBay). Platten sind in brauchbaren Formaten, haben aber keine Schutzfolie und daher mit Kratzer. Damit lässt sich Leben, wenn es nur für Eigenbedarf ist. Die verkaufen aber auch Zuschnitt nach Maß was dann evt. mit Schutzfolie ausgeliefert wird. Einfach mal Fragen...
also sind wir schon zwei....EDIT2: Die POM Platten haben Aufmaß, also 10mm waren bei mir 10,8mm. Das hat mich erst ein wenig überrascht. Ich habe also meine 10mm Schellen erst auf 10mm gefräst...
Zuletzt bearbeitet:
Moin,
Das ist eigentlich richtig - hoher Vorschub und niedrige Drehzahl, allerdings setzt das schon eine recht steife Maschine voraus. Bin auch grade am Experimentieren (zwar PET, aber das bearbeitet sich sehr ähnlich).
Gibt eigentlich nur zwei Möglichkeiten, wenn man saubere Oberflächen will:
Entweder "Minzustellungen", oder volle pulle und dann noch ~2/10 oder so schlichten.
Hier mal ein Test mit 1200mm/min, ~16.000 rpm und 4mm Zustellung mit 9mm-Zweischneider in voller Breite durchgefahren:

Denke, es bringt mehr, dann nochmal mit weniger Abtrag drüberzugehen, als alles langsam zu machen....
Gruss
Karl
Achja: An den Seiten, wo er nur 6mm abtragen musste, sieht das etwas besser aus...

Am Anfang habe ich POM immer mit viel zu viel Vorschub gefräst, dadurch entsteht ein richtiges Rubbeln...
Gibt eigentlich nur zwei Möglichkeiten, wenn man saubere Oberflächen will:
Entweder "Minzustellungen", oder volle pulle und dann noch ~2/10 oder so schlichten.
Hier mal ein Test mit 1200mm/min, ~16.000 rpm und 4mm Zustellung mit 9mm-Zweischneider in voller Breite durchgefahren:
Denke, es bringt mehr, dann nochmal mit weniger Abtrag drüberzugehen, als alles langsam zu machen....
Gruss
Karl
Achja: An den Seiten, wo er nur 6mm abtragen musste, sieht das etwas besser aus...
Zuletzt bearbeitet:
Und hat jemand zufällig n DXF für 12mm Klemmen?
Gruß
Johannes
Gruß
Johannes
Bitte!
Anhang anzeigen 12-14 Schelle.dxf
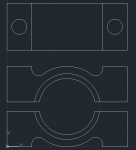
Sind im Prinzip 12mm und 14mm Schelle. Einfach den Kreis löschen den man nicht braucht.
Gruß
Martinez
Moin,
Das ist eigentlich richtig - hoher Vorschub und niedrige Drehzahl, allerdings setzt das schon eine recht steife Maschine voraus. Bin auch grade am Experimentieren (zwar PET, aber das bearbeitet sich sehr ähnlich).
Gibt eigentlich nur zwei Möglichkeiten, wenn man saubere Oberflächen will:
Entweder "Minzustellungen", oder volle pulle und dann noch ~2/10 oder so schlichten.
Hier mal ein Test mit 1200mm/min, ~16.000 rpm und 4mm Zustellung mit 9mm-Zweischneider in voller Breite durchgefahren:
Anhang anzeigen 59284
Denke, es bringt mehr, dann nochmal mit weniger Abtrag drüberzugehen, als alles langsam zu machen....
Gruss
Karl
Achja: An den Seiten, wo er nur 6mm abtragen musste, sieht das etwas besser aus...
Anhang anzeigen 59288
Das ist eigentlich richtig - hoher Vorschub und niedrige Drehzahl, allerdings setzt das schon eine recht steife Maschine voraus. Bin auch grade am Experimentieren (zwar PET, aber das bearbeitet sich sehr ähnlich).
Gibt eigentlich nur zwei Möglichkeiten, wenn man saubere Oberflächen will:
Entweder "Minzustellungen", oder volle pulle und dann noch ~2/10 oder so schlichten.
Hier mal ein Test mit 1200mm/min, ~16.000 rpm und 4mm Zustellung mit 9mm-Zweischneider in voller Breite durchgefahren:
Anhang anzeigen 59284
Denke, es bringt mehr, dann nochmal mit weniger Abtrag drüberzugehen, als alles langsam zu machen....
Gruss
Karl
Achja: An den Seiten, wo er nur 6mm abtragen musste, sieht das etwas besser aus...
Anhang anzeigen 59288
Ich habe mich da voll verschrieben. Eigentlich meinte ich die EINTAUCHTIEFE Z+.
Also am Anfang bin ich zu tief ins POM, jetzt geh ich bei einen 2mm 2 Schneiden o. 2mm 1 Schneiden nur 1mm ins POM.
Bitte!
Anhang anzeigen 59285
Anhang anzeigen 59286
Sind im Prinzip 12mm und 14mm Schelle. Einfach den Kreis löschen den man nicht braucht.
Gruß
Martinez
Anhang anzeigen 59285
Anhang anzeigen 59286
Sind im Prinzip 12mm und 14mm Schelle. Einfach den Kreis löschen den man nicht braucht.
Gruß
Martinez

http://www.goodluckbuy.com/12mm-tub...ing-quad-hexacopter-frame-fastening-4pcs.html
Bei mir gabs heute mal den Versuch einer GoPro Kissen Gießform:

Material Ikea Schneidebrett 8mm, 2mm 2-schneider 4mm Zustellung, 250mm/min.
@Martinez: Drehzahl ( halbe Potieinstellung), Vorschub 145mm/min, Zustellung 1mm da 2mm Fräser und ich die Maschine nicht Quälen wollte, wenn der Fraser anfängt zu schmieren. Acryl habe auch schon unter Wasser gefräst. Einfach etwas Spüli dazugeben, dann schwimmen die Spähne vom Fraser weg. Bei dem Pom hatte ich jetzt den Eindruck, dass ich mit mehr Vorschub einen besseren Spanabrtansport hätte. Aber da ich direkt ins Volle gefräst habe, ohne Schlichtzugabe, waren die 145 dann genug.
grüsse rene
grüsse rene
Hey Super, meinte zwar eingentlich sowas, aber die Schelle kann ich auch brauchen ;-)
http://www.goodluckbuy.com/12mm-tub...ing-quad-hexacopter-frame-fastening-4pcs.html
http://www.goodluckbuy.com/12mm-tub...ing-quad-hexacopter-frame-fastening-4pcs.html
An mein Y6 Tobago hab ich sowas dran
Aber für 14mm Rohre. Das kannst du aber ändern Anhang anzeigen Klickschelle 14mm.dxf
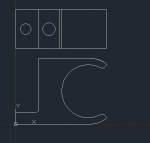
Der Radius für die 14mm Rohre ist 6,8mm. Damit rasten die Rohre satt rein!
Gruß
Martinez
EDIT:
Bzgl. dem POM:
Bei mir gabs heute mal den Versuch einer GoPro Kissen Gießform:
Anhang anzeigen 59291
Material Ikea Schneidebrett 8mm, 2mm 2-schneider 4mm Zustellung, 250mm/min.
Anhang anzeigen 59291
Material Ikea Schneidebrett 8mm, 2mm 2-schneider 4mm Zustellung, 250mm/min.
@Martinez: Drehzahl ( halbe Potieinstellung), Vorschub 145mm/min, Zustellung 1mm da 2mm Fräser und ich die Maschine nicht Quälen wollte, wenn der Fraser anfängt zu schmieren. Acryl habe auch schon unter Wasser gefräst. Einfach etwas Spüli dazugeben, dann schwimmen die Spähne vom Fraser weg. Bei dem Pom hatte ich jetzt den Eindruck, dass ich mit mehr Vorschub einen besseren Spanabrtansport hätte. Aber da ich direkt ins Volle gefräst habe, ohne Schlichtzugabe, waren die 145 dann genug.
grüsse rene
grüsse rene
Ich zeig euch nachher mal Ergebnisse.
Zuletzt bearbeitet:
Ich habe mich da voll verschrieben. Eigentlich meinte ich die EINTAUCHTIEFE Z+.
Also am Anfang bin ich zu tief ins POM, jetzt geh ich bei einen 2mm 2 Schneiden o. 2mm 1 Schneiden nur 1mm ins POM.
Also am Anfang bin ich zu tief ins POM, jetzt geh ich bei einen 2mm 2 Schneiden o. 2mm 1 Schneiden nur 1mm ins POM.
nachfolgend schlichten mit 5mm Zustellung. Denke, da ist noch Verbesserungspotential. Der Fräser ist auch nicht (mehr) besonders scharf.
Das Teil ist 48x45x35mm
Gruss
Karl


