
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
Jjk, darf ich fragen mit welchen Parametern Du POM fräst? ...und ob Du Schneid oder Kühlmittel verwendest?
Ich hatte bei mir das Problem, dass die Fräsungen nicht lotrecht wurden. Auf 6mm ca. 0,07mm unten abgedriftet. Erst mit Schneidöl war es perfekt, genau wie die anschließende Sauerei in meinem Keller
Ich hatte bei mir das Problem, dass die Fräsungen nicht lotrecht wurden. Auf 6mm ca. 0,07mm unten abgedriftet. Erst mit Schneidöl war es perfekt, genau wie die anschließende Sauerei in meinem Keller
Jjk, darf ich fragen mit welchen Parametern Du POM fräst? ...und ob Du Schneid oder Kühlmittel verwendest?
Ich hatte bei mir das Problem, dass die Fräsungen nicht lotrecht wurden. Auf 6mm ca. 0,07mm unten abgedriftet. Erst mit Schneidöl war es perfekt, genau wie die anschließende Sauerei in meinem Keller
Ich hatte bei mir das Problem, dass die Fräsungen nicht lotrecht wurden. Auf 6mm ca. 0,07mm unten abgedriftet. Erst mit Schneidöl war es perfekt, genau wie die anschließende Sauerei in meinem Keller
. Habe bis jetzt noch kein POM gefräst, werde mich da an die Berechnungen von http://www.vhf.de/cgi-bin/ToolCalc?lng=de halten und erstmal nur durch die Absaugende Luft kühlen.Also in meinem Fall:
* Fräser 3mm Zweischneider
* Zustellung 4mm
* Vorschub 600mm/min (10mm/sec)
* Drehzahl um die 10600U/min (kann ich so genau nicht einstellen, sollte ca. die Hälfte meines Motors sein)
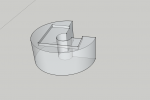
3D Vorschau:
Edit 15:24: fertig. Touchprobe ist 20mm hoch, das Loch in der Mitte der Metallplatte hat 7,5mm. Da mein größter Fräser aktuell 6mm hat, sollte das klappen. Nun noch eben die Skripte bauen ...

Achja, 4mm Zustellung war definitiv zu viel, es hat Stellenweise arg vibriert als der Fräser durchs POM ging. Aber nix hat verklebt oder geschmiert, waren gute, saubere Späne. Vorschub und Drehzahl haben also prinzipiell gestimmt
Zuletzt bearbeitet:
Wir werden denn bei der 6040 die Endschalter angeschlossen?
Edit: Gerade geschaut. Also direkt an den Paralelport löten. Welche Pins soll ich da nehmen?
Kann ich Referenz und Endschalter verwenden oder nur Endschalter?
Edit: Gerade geschaut. Also direkt an den Paralelport löten. Welche Pins soll ich da nehmen?
Kann ich Referenz und Endschalter verwenden oder nur Endschalter?
Endschalter kannst du alle in Reihe an den E Stop anschließen. Wenn möglich Öffner verwenden (Kabelbruch sicher).
Es gibt zwei E Stop auf der Platine (genau unter PROBE).
Die Referenz Schalter der Achsen X,Y und Z sollten an LIMIT Z,Y,X ganz links.
Gruß
Martinez
Das kann ich Dir erst nach dem Fräsen sagen . Habe bis jetzt noch kein POM gefräst, werde mich da an die Berechnungen von http://www.vhf.de/cgi-bin/ToolCalc?lng=de halten und erstmal nur durch die Absaugende Luft kühlen.
Also in meinem Fall:
* Fräser 3mm Zweischneider
* Zustellung 4mm
* Vorschub 600mm/min (10mm/sec)
* Drehzahl um die 10600U/min (kann ich so genau nicht einstellen, sollte ca. die Hälfte meines Motors sein)
3D Vorschau:
Anhang anzeigen 43312
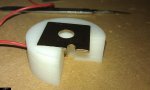
Edit 15:24: fertig. Touchprobe ist 20mm hoch, das Loch in der Mitte der Metallplatte hat 7,5mm. Da mein größter Fräser aktuell 6mm hat, sollte das klappen. Nun noch eben die Skripte bauen ...
Anhang anzeigen 43325 Anhang anzeigen 43326
Achja, 4mm Zustellung war definitiv zu viel, es hat Stellenweise arg vibriert als der Fräser durchs POM ging. Aber nix hat verklebt oder geschmiert, waren gute, saubere Späne. Vorschub und Drehzahl haben also prinzipiell gestimmt
. Habe bis jetzt noch kein POM gefräst, werde mich da an die Berechnungen von http://www.vhf.de/cgi-bin/ToolCalc?lng=de halten und erstmal nur durch die Absaugende Luft kühlen.Also in meinem Fall:
* Fräser 3mm Zweischneider
* Zustellung 4mm
* Vorschub 600mm/min (10mm/sec)
* Drehzahl um die 10600U/min (kann ich so genau nicht einstellen, sollte ca. die Hälfte meines Motors sein)
3D Vorschau:
Anhang anzeigen 43312
Edit 15:24: fertig. Touchprobe ist 20mm hoch, das Loch in der Mitte der Metallplatte hat 7,5mm. Da mein größter Fräser aktuell 6mm hat, sollte das klappen. Nun noch eben die Skripte bauen ...
Anhang anzeigen 43325 Anhang anzeigen 43326
Achja, 4mm Zustellung war definitiv zu viel, es hat Stellenweise arg vibriert als der Fräser durchs POM ging. Aber nix hat verklebt oder geschmiert, waren gute, saubere Späne. Vorschub und Drehzahl haben also prinzipiell gestimmt
Hi,
das sieht richtig gut aus!!!
Was hast du da für ein Metallteil genommen?
Muss kurz fragen, benutzt du Mach3 oder LinuxCNC?
So was in der Art werde ich ich mir auch fräsen.
Das Thema Script ist mir aber noch neu.
Hat jemand ein Link für mich wo ich mir das mal anschauen kann?Zu meiner Fräse:
Mein Referenzsensor Z ging ja noch nicht.
Ich habe den Fehler heute gefunden
. Das war aber echt gemein.Das Parallelport-Kabel hat genau auf diesen Signal ein Kabelbruch gehabt!!! Sachen gibt´s!!!
Jetzt funktioniert es also.
Das ist echt voll cool
einfach einmal Referenzfahrt klicken und alle Achse werden nacheinander referiert.Auch ein sehr großer Sicherheitsgewinn, wie ich finde. Die Machine kennt jetzt ihre mechanischen Grenzen.
Viele Grüße
Martinez
Hi,
das sieht richtig gut aus!!!
Was hast du da für ein Metallteil genommen?
das sieht richtig gut aus!!!
Was hast du da für ein Metallteil genommen?
Muss kurz fragen, benutzt du Mach3 oder LinuxCNC?
Das Thema Script ist mir aber noch neu. Hat jemand ein Link für mich wo ich mir das mal anschauen kann?
Hat jemand ein Link für mich wo ich mir das mal anschauen kann?
Ich habe wie CokeViper die 3040T und auch die 200W-Spindel und kann folgendes berichten: es ist ein Brushed Gleichspannungsmotor. Bei max-Upm messe ich ca. 85V DC. Hatte auch mal ein Datenblatt von der Spindel. Werde ich nachreichen, wenn ich es wieder finde.
Wenn ich bei mach3 in einen Endschalter fahre, bleibt alles sofort stehen. Das ist ja auch Super! Aber: Wie fahre ich nun wieder aus dem Limit ohne die Schalter zu deaktivieren? Es gibt ja z.b. X++ und x--. Ich habe gedacht, dass wenn x++ aktiviert wurde ich noch nach x-- fahren kann. Dem ist aber nicht so.
Wenn ich bei mach3 in einen Endschalter fahre, bleibt alles sofort stehen. Das ist ja auch Super! Aber: Wie fahre ich nun wieder aus dem Limit ohne die Schalter zu deaktivieren? Es gibt ja z.b. X++ und x--. Ich habe gedacht, dass wenn x++ aktiviert wurde ich noch nach x-- fahren kann. Dem ist aber nicht so.
das würde so funktionieren, wenn es für jede Position einen eigenen Eingang gäbe, so ist es aber nur je Achse und die Steuerung weiß nicht, welcher Endschalter gekommen ist. Es ist zwar logischer Weise in eine Richtung gefahren worden (+/-), aber hier ist nur eine einfache Logik hinter.
Steht man bei Mach3 in den Endschaltern, sollte beim reaktivieren der Maschine (entriegeln durch Soft-Button), eine Meldung erscheinen, das einer der Limit-Schalter angesprochen hat und ob man diese resetten (Override Limit) und die CNC in den manuellen Modus gesetzt werden soll. Dieses nun mit "Yes/Ja" bestätigen. Nun sollte es möglich sein, über die Steuerungstasten, aus dem entsprechenden Endschalter raus zu fahren.
Grüße Jörg
Zuletzt bearbeitet:
Hier hab ich einige Datenblätter und Handbücher entdeckt, auch für die E240 Spindel.
Da habe ich auch zum ersten mal gesehen, dass es noch eine "grosse Schwester" der 6040 gibt. 600x900x150mm Verfahrweg sind schon beeindruckend für $1530. Weniger beeindruckend die Konstruktion...
..was an der 6040 schwächelt, wird hier noch viel extremer und solche Details *hüstel* und ihre Youtube-Filme sind echte Antiwerbung.
Gruss
Karl
Habe jetzt Dank rabe2000 eine Absaugung für meine 6040 mit 800W Spindel. Das Teil stammt von Thingiverse hier:

Das Dingen ist für die dickere 1.5kw Spindel so dass wir es noch PixDaumen skalieren mussten - das ging leider etwas daneben, so dass es ein wenig zu eng war - aber letztlich ging es doch drauf



Zum Wechseln des Fräsers kann man das Teil rechts unten auf dem letzten Bild mittels zwei Schrauben lösen und kommt dann von einer Seite an die Spindelachse dran.
Das Dingen ist für die dickere 1.5kw Spindel so dass wir es noch PixDaumen skalieren mussten - das ging leider etwas daneben, so dass es ein wenig zu eng war - aber letztlich ging es doch drauf
Zum Wechseln des Fräsers kann man das Teil rechts unten auf dem letzten Bild mittels zwei Schrauben lösen und kommt dann von einer Seite an die Spindelachse dran.
Zuletzt bearbeitet:
Das kann ich Dir erst nach dem Fräsen sagen . Habe bis jetzt noch kein POM gefräst, werde mich da an die Berechnungen von http://www.vhf.de/cgi-bin/ToolCalc?lng=de halten und erstmal nur durch die Absaugende Luft kühlen.
Also in meinem Fall:
* Fräser 3mm Zweischneider
* Zustellung 4mm
* Vorschub 600mm/min (10mm/sec)
* Drehzahl um die 10600U/min (kann ich so genau nicht einstellen, sollte ca. die Hälfte meines Motors sein)
Achja, 4mm Zustellung war definitiv zu viel, es hat Stellenweise arg vibriert als der Fräser durchs POM ging. Aber nix hat verklebt oder geschmiert, waren gute, saubere Späne. Vorschub und Drehzahl haben also prinzipiell gestimmt
. Habe bis jetzt noch kein POM gefräst, werde mich da an die Berechnungen von http://www.vhf.de/cgi-bin/ToolCalc?lng=de halten und erstmal nur durch die Absaugende Luft kühlen.Also in meinem Fall:
* Fräser 3mm Zweischneider
* Zustellung 4mm
* Vorschub 600mm/min (10mm/sec)
* Drehzahl um die 10600U/min (kann ich so genau nicht einstellen, sollte ca. die Hälfte meines Motors sein)
Achja, 4mm Zustellung war definitiv zu viel, es hat Stellenweise arg vibriert als der Fräser durchs POM ging. Aber nix hat verklebt oder geschmiert, waren gute, saubere Späne. Vorschub und Drehzahl haben also prinzipiell gestimmt

Sorry, relativ schlechtes Foto. Mindestens ein Fehler solltet ihr aber trotzdem entdecken können
Was auch was bringt sind Anbindungen. Ich hab bei 6mm POM 2mm-Anbindungen gewählt. Je nach Größe des Werkstückes bekommt man mit zwei oder mehr Anbindungen wesentlich bessere Ergebnisse hin...
Ach ja, die Teile sind für den gepimpten Spidex-Gimbal:



Modellbau macht mit Fräse noch mal mehr Spaß...
Bin gerade auf Weg auf Linux umzusatteln, aber Google Sketchup läuft mit Wine nicht so berauschend. LibreCAD wäre ne Alternative für mich, aber mangelst Dokumentation und dem genial einfachen zeichnen mit Sketchup hab ich es schnell wieder aufgegeben... der-Frickler hatte auch schon mal nach Dokumentation zu LibreCAD gefragt... hat da mittlerweile jemand was gefunden?
Ich arbeite mit Librecad und habe nie eine Anleitung gebraucht. Ich finde es ziemlich einfach zu bedienen.
Edit: Damit das nicht so plump rüberkommt: Librecad hat ein paar Konzepte beim Auswählen und Aktionen auf ausgewählte Objekte anwenden, die nicht ganz "intuitiv" sind sprich nicht der "norm" beim Arbeiten mit Desktop-Umgebungen entsprechen. Man kopiert halt nicht Objekte indem man sie markiert und dann strg+c und strg+v drückt. Wichtig ist zu verstehen, dass unter der Toolbox links im Fenster bei solchen Aktionien "Weiter" Pfeile erscheinen. Das Verfahren ist dann so: Aktion wählen (z.B. Rotieren) dann Objekte auswählen, dann "Weiter" Button drücken und dann Drehpunkt, Referenzwinkel und Zielwinkel eingeben. Danach kommt noch ein Dialog mit Optionen und dann erst ist die Aktion abgeschlossen. Vergleicht man das mit Corel oder Powerpoint ist das Vorgehen halt anders. Aber nicht unbedingt unlogisch.
Hat mich anfangs auch etwas Zeit gekostet das zu begreifen. Da hilft nur ausprobieren und oft speichern und zwischendurch auch mal eine Kopie der Datei anfertigen.
Und P.S. Dein "Fehler" ist das Schraubloch in der Bodenplatte deines Gimbals mit dem du leider Das Teil und nicht das Drumherum mit der Opferplatte verschraubt hast. Dafür wäre z.B. eine Laserdiode ganz praktisch mit der man erst mal alle Teile "Vorzeichnen" könnte. Aber da ist der Frickler ja dran am forschen am tun am machen...
Edit: Damit das nicht so plump rüberkommt: Librecad hat ein paar Konzepte beim Auswählen und Aktionen auf ausgewählte Objekte anwenden, die nicht ganz "intuitiv" sind sprich nicht der "norm" beim Arbeiten mit Desktop-Umgebungen entsprechen. Man kopiert halt nicht Objekte indem man sie markiert und dann strg+c und strg+v drückt. Wichtig ist zu verstehen, dass unter der Toolbox links im Fenster bei solchen Aktionien "Weiter" Pfeile erscheinen. Das Verfahren ist dann so: Aktion wählen (z.B. Rotieren) dann Objekte auswählen, dann "Weiter" Button drücken und dann Drehpunkt, Referenzwinkel und Zielwinkel eingeben. Danach kommt noch ein Dialog mit Optionen und dann erst ist die Aktion abgeschlossen. Vergleicht man das mit Corel oder Powerpoint ist das Vorgehen halt anders. Aber nicht unbedingt unlogisch.
Hat mich anfangs auch etwas Zeit gekostet das zu begreifen. Da hilft nur ausprobieren und oft speichern und zwischendurch auch mal eine Kopie der Datei anfertigen.
Und P.S. Dein "Fehler" ist das Schraubloch in der Bodenplatte deines Gimbals mit dem du leider Das Teil und nicht das Drumherum mit der Opferplatte verschraubt hast. Dafür wäre z.B. eine Laserdiode ganz praktisch mit der man erst mal alle Teile "Vorzeichnen" könnte. Aber da ist der Frickler ja dran am forschen am tun am machen...
Zuletzt bearbeitet:
Moin zurück,
Auf welche Preise beziehst Du Dich? Carving-CNC? Eine 3040Z habe ich noch nirgends unter 1000€ gesehen (frei Haus in D) - der beste Preis aktuell ist imho diese 3040T für $840 - also ca. 646€ frei Haus. Ist aber noch die "alte" Steuerung.
Gruss
Karl
Edith sagt: Sehe grad, dass eine 3040Z für unter 1000€ auch machbar ist, wenn man das Abenteuer des Eigenimports nicht scheut. Mal 25% Einfuhrabgaben unterstellt, wären das ca. 910€. Wenn es denn unbedingt Kugelgewindespindeln sein sollen, würde ich aber eher über diese 6040 nachdenken. Die kostet "nur" 280€ mehr, hat aber wenigsten unterstützte Führungen auf Y, dickere Spindeln (12 vs. 16mm) und eine 800W VFD-Spindel...
ich beobachte jetzt schon eine Weile diesen Thread und auch den Preis der 3040z. Dieser steigt ja stetig. Momentan bei 628€. Der war "letztes Jahr" noch bei 528€. Für wieviel Euro habt Ihr 3040z/t Besitzer denn Eure Fräse gekauft ?
Gruss
Karl
Edith sagt: Sehe grad, dass eine 3040Z für unter 1000€ auch machbar ist, wenn man das Abenteuer des Eigenimports nicht scheut. Mal 25% Einfuhrabgaben unterstellt, wären das ca. 910€. Wenn es denn unbedingt Kugelgewindespindeln sein sollen, würde ich aber eher über diese 6040 nachdenken. Die kostet "nur" 280€ mehr, hat aber wenigsten unterstützte Führungen auf Y, dickere Spindeln (12 vs. 16mm) und eine 800W VFD-Spindel...
Zuletzt bearbeitet:

