
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
Hi Martinez,
Danke für deine Testbereitschaft und gute Besserung!!!
Nein, nicht nur CPU, genauso auch GPU (Grafikkarte) und natürlich Speicher, beweg mal deine Zeichnung, evtl. hörst du leichte Ton-Änderungen während des Bewegens der Achsen (Spindel aus). Habs bei Mach3 bei einer Maschinen im Testlauf gehabt, das die stehen bleibt, bis die Zeichnung gedreht wurde. Ein andere Grund, warum ich in diesem Fall nicht auf Windows baue.
Benutze P4 2,8 GHz Rechner mit onboard Grafik, liege bei 20-30000. Also das reicht mir, kann leider nicht so schnell fahren wie die 6040 (3mm Trapez-Steigung und etwas schwächere Stepper). Max 1200mm/min aber eigentlich bisher nicht über 800 gegangen, das wird bei Metall erst interessant.
Grüße Jörg
Danke für deine Testbereitschaft und gute Besserung!!!
Nein, nicht nur CPU, genauso auch GPU (Grafikkarte) und natürlich Speicher, beweg mal deine Zeichnung, evtl. hörst du leichte Ton-Änderungen während des Bewegens der Achsen (Spindel aus). Habs bei Mach3 bei einer Maschinen im Testlauf gehabt, das die stehen bleibt, bis die Zeichnung gedreht wurde. Ein andere Grund, warum ich in diesem Fall nicht auf Windows baue.
Benutze P4 2,8 GHz Rechner mit onboard Grafik, liege bei 20-30000. Also das reicht mir, kann leider nicht so schnell fahren wie die 6040 (3mm Trapez-Steigung und etwas schwächere Stepper). Max 1200mm/min aber eigentlich bisher nicht über 800 gegangen, das wird bei Metall erst interessant.
Grüße Jörg
Ich scheine auch ein Linuxpechvogelrechnerbesitzer zu sein. Auf dem von mir angedachte Rechner läßt sich zwar Linux installieren jedoch nicht einmal de Latency Test ist zum Starten zu überreden. Vom EMC2 ganz zu schweigen.
Problem: im BIOS ist der APIC Controller deaktiviert
Für deinen Läppi genügte folgendes:
1. Konsole öffnen mit STRG+ALT+T
2. Für Benutzer root ein Passwort anlegen: sudo passwd
3. Auf root wechseln: su root
4. Grub-Bootloader anpassen, damit APIC beim Start aktiviert wird: gedit /etc/default/grub
5. Den Warntext einfach ignorieren, im gedit Fenster dann die Zeile "GRUB_CMDLINE_LINUX_DEFAULT="quiet splash" ändern zu "GRUB_CMDLINE_LINUX_DEFAULT="quiet splash lapic"
6. Speichern und das gedit Fenster zumachen
7. Grub Bootloader neu konfigurieren lassen mit: update-grub
8. Rechner neu starten mit: init 6
Evt. haste Glück und genau das gleiche Problem... viel Erfolg beim ausprobieren.
Hi Florian,
schön wieder mal von dir zu hören, PC support zu geben, sehr schön, bald sind wir ein Allround Forum hier") !
!
Ich glaube, bei all den Erfolgreich erarbeiteten Ergebnissen hier, sollte für die EMC2 User, die Wiki von LinuxCNC Pflicht sein.
Es ist eine sehr schöne Einführung, was da noch solalles möglich ist. Viele Sachen sind schon im normalen Handbuch von LinuxCNC wieder zu finden.
Hier der Part der Wiki bei Problemen mit dem Rechner...
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TroubleShooting
Da steht der Lösungsansatz ebenfalls drin...
Grüße Jörg
schön wieder mal von dir zu hören, PC support zu geben, sehr schön, bald sind wir ein Allround Forum hier
!Ich glaube, bei all den Erfolgreich erarbeiteten Ergebnissen hier, sollte für die EMC2 User, die Wiki von LinuxCNC Pflicht sein.
Es ist eine sehr schöne Einführung, was da noch solalles möglich ist. Viele Sachen sind schon im normalen Handbuch von LinuxCNC wieder zu finden.
Hier der Part der Wiki bei Problemen mit dem Rechner...
http://wiki.linuxcnc.org/cgi-bin/wiki.pl?TroubleShooting
Da steht der Lösungsansatz ebenfalls drin...
Grüße Jörg
Wieso nur für den Anfang? Ich habe bis jetzt, auch mit 2,5D, noch nix gehabt was damit nicht ginge.
Aber... einmal konnte ich nur mit Hilfslinien NC-Code mit Estlcam 2,5D generieren:

Für das runde Teil musste die Zeichnung wegen der "außenliegenden Tasche" mit zwei Hilfslinien modifiziert werden. Also außenliegende Tasche in zwei Teile zerlegt... sonst hätte mir Estlcam den "inneren Bereich" einfach mit weggefräst.
Wäre aber vielleicht mit Estlcam 3D besser beraten gewesen. Für Estlcam 3D hab ich aber noch keine Zeit und Lust gefunden tiefer einzusteigen, da dies ein Sonderfall war und wohl so schnell nicht mehr vorkommt...
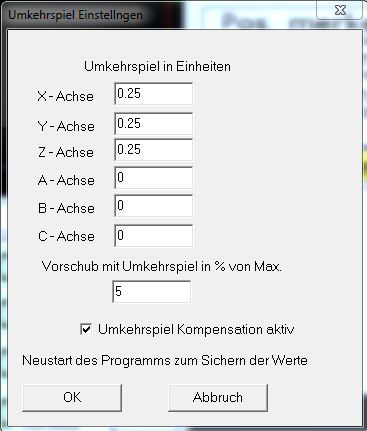
das kann am Umkehrspiel liegen, such mal nach dem Befehl "Backlash" bei LinuxCNC. Bei Löchern macht er sich bemerkbar!
In der CNC.ini den Befehl hinzufügen. Ebenfalls noch den STEPGEN_MAXACCEL Wert, auf den doppelten maxAcceleration Wert stellen.
Hier mal ein Beispiel:
[AXIS_1]
...
STEPGEN_MAXACCEL = 500
...
BACKLASH = 0.100
In der CNC.ini den Befehl hinzufügen. Ebenfalls noch den STEPGEN_MAXACCEL Wert, auf den doppelten maxAcceleration Wert stellen.
Hier mal ein Beispiel:
[AXIS_1]
...
STEPGEN_MAXACCEL = 500
...
BACKLASH = 0.100
Ich tippe daher auf folgendes (grauenhafter und laienmäßiger Versuch einer Erklärung): wenn ich eine Gerade fräse, also z.B. nur die X-Achse verfahre, dann verwindet sich die freitragende Führung der Y-Achse, was bei "durchgefrästen Plattenmaterial" wenig ins Gewicht fällt, da die Verwindung nur die Position des Fräsers in der X-Achse beeinflusst. Das gleiche dann auch beim Fräsen einer Geraden in der Y-Achse, wobei sich hier dann die die Führung der X-Achse verwindet.
Kommt jetzt eine komplexere Sache wie eine Bohrung die größer ist als der Fräserdurchmesser ist ins Spiel, wirds kritisch. Es werden X+Y gleichzeitig verfahren, beide Achsen verwinden sich, der "dünne" 1,5er Fräser auch, die Spindel auch noch. Der Fräser wandert dort hin wo es ihm "besser" gefällt, also mehr in Bohrungsmitte des zu bohrenden Loches. So summiert sich das ganze auf nette 3/10 Abweichung.
Von Beileidsbekundungen bitte ich Abstand zu halten. Von einer Billigfräse erwarte ich keine Höchstleistungen. Werde halt zukünftig schon durchs zeichnen Einfluss aufs Ergebnis ausüben
Hi Florian,
das wird passen, was du schreibst, siehst du da irgenwelche mechanischen Verbesserungen, die man da evtl. ausführen könnte (Unterstützte Wellen nachrüsten). Kannst du das sehen, wenn du mit dem Finger auf die Achsen Druck ausführst?
Mit welcher Verfahr-Geschwindigkeit, hattest du nochmal das Problem? Sonst noch einmal mit 100mm/min verfahren.
Da sollte es nicht so gravierende Abweichungen geben. Aber auch allein ein nicht plan gespanntes Material, bringt solche Phänome zu Tage.
Hoffe das hilft...
Grüße Jörg
das wird passen, was du schreibst, siehst du da irgenwelche mechanischen Verbesserungen, die man da evtl. ausführen könnte (Unterstützte Wellen nachrüsten). Kannst du das sehen, wenn du mit dem Finger auf die Achsen Druck ausführst?
Mit welcher Verfahr-Geschwindigkeit, hattest du nochmal das Problem? Sonst noch einmal mit 100mm/min verfahren.
Da sollte es nicht so gravierende Abweichungen geben. Aber auch allein ein nicht plan gespanntes Material, bringt solche Phänome zu Tage.
Hoffe das hilft...
Grüße Jörg
Für das runde Teil musste die Zeichnung wegen der "außenliegenden Tasche" mit zwei Hilfslinien modifiziert werden. Also außenliegende Tasche in zwei Teile zerlegt... sonst hätte mir Estlcam den "inneren Bereich" einfach mit weggefräst.
Hi Nachbrenner!
Werte für die X Achse, klaro! Ich hab gestern schon Screenshots gemacht.
Werte für die X Achse, klaro! Ich hab gestern schon Screenshots gemacht.
Schon seltsam: Du hast echt nur die Mikroschritte und die maximale Geschwindigkeit umgestellt, korrekt? Und deine Fräse fährt auch den tatsächlichen Weg den du eingibst und nicht nur die Hälfte? Danke
Mit diesen Werten stimmt bei mir der Maßstab nicht mehr: Alle Frästeile werden nur noch halb so groß Schon seltsam: Du hast echt nur die Mikroschritte und die maximale Geschwindigkeit umgestellt, korrekt? Und deine Fräse fährt auch den tatsächlichen Weg den du eingibst und nicht nur die Hälfte?
Danke
Schon seltsam: Du hast echt nur die Mikroschritte und die maximale Geschwindigkeit umgestellt, korrekt? Und deine Fräse fährt auch den tatsächlichen Weg den du eingibst und nicht nur die Hälfte? Danke
du hast vergessen auf den Treibern die Dip Switche auf 1/8 Schritt zu stellen, das geht nicht nur über die Software! Also bei jeder Achse S3/4 auf ON...
Danke Martinez für die Bilder, da kann man super mit Arbeiten
Grüße Jörg
Zuletzt bearbeitet:
Man beachte auch hier bei den MicroSteps die im Gegensatz zu den anderen DIP Tabellen unübliche Belegung:
OFF OFF = 1
ON OFF = 1/2
ON ON = 1/8
OFF ON = 1/16
Man würde erwarten das in Zeile 3 OFF ON und in Zeile 4 ON ON steht.
Ist bei meiner billigen 3Achs China Platine genau so (da hier wohl auch der TB6560 Treiber) steht nur in vielen Anleitungen mit 1/8 und 1/16 vertauscht - wie man es auch eher erwarten würde....hat mir am Anfang etwas Probleme bereitet das Ganze ;_)
OFF OFF = 1
ON OFF = 1/2
ON ON = 1/8
OFF ON = 1/16
Man würde erwarten das in Zeile 3 OFF ON und in Zeile 4 ON ON steht.
Ist bei meiner billigen 3Achs China Platine genau so (da hier wohl auch der TB6560 Treiber) steht nur in vielen Anleitungen mit 1/8 und 1/16 vertauscht - wie man es auch eher erwarten würde....hat mir am Anfang etwas Probleme bereitet das Ganze ;_)
Zuletzt bearbeitet:
Man beachte auch hier bei den MicroSteps die im Gegensatz zu den anderen DIP Tabellen unübliche Belegung:
OFF OFF = 1
ON OFF = 1/2
ON ON = 1/8
OFF ON = 1/16
Man würde erwarten das in Zeile 3 OFF ON und in Zeile 4 ON ON steht.
Ist bei meiner billigen 3Achs China Platine genau so (da hier wohl auch der TB6560 Treiber) steht nur in vielen Anleitungen mit 1/8 und 1/16 vertauscht - wie man es auch eher erwarten würde....hat mir am Anfang etwas Probleme bereitet das Ganze ;_)
OFF OFF = 1
ON OFF = 1/2
ON ON = 1/8
OFF ON = 1/16
Man würde erwarten das in Zeile 3 OFF ON und in Zeile 4 ON ON steht.
Ist bei meiner billigen 3Achs China Platine genau so (da hier wohl auch der TB6560 Treiber) steht nur in vielen Anleitungen mit 1/8 und 1/16 vertauscht - wie man es auch eher erwarten würde....hat mir am Anfang etwas Probleme bereitet das Ganze ;_)
Betrifft dass Bild von Martinez 3 posts weiter oben.
Dachte das wäre von der 6040.
Dachte das wäre von der 6040.
@Michael, kannst du da noch ein bisschen was zu sagen? Größe Fräser, Verfahrgeschwindigkeit, Gleich- oder Gegenlauf gefräst?
Grüße Jörg

