
Die CNC-Portalfräse - allgemeiner Austauschthread
- Themenstarter fpv-floh
- Beginndatum
Hi Zusammen,
bin am Verzweifeln
Schmiernippel M4x0,7 an andere Stelle versetzen? Die Umlaufschuhe auf den Führungsbahnen haben die genannten Schmiernippel. Ich finde nichts passendes im I-Net. Für den "Rest" hab ich alles mit M6x1 ersetzen/verlängern können ... aber die 4 Schmierstellen machen mir im Moment den Spass madig ...
hat jemand einen Tipp ... Idee ... Anlaufstelle?
Am liebsten wäre mir so ein System:


Danke
bin am Verzweifeln
Schmiernippel M4x0,7 an andere Stelle versetzen? Die Umlaufschuhe auf den Führungsbahnen haben die genannten Schmiernippel. Ich finde nichts passendes im I-Net. Für den "Rest" hab ich alles mit M6x1 ersetzen/verlängern können ... aber die 4 Schmierstellen machen mir im Moment den Spass madig ...
hat jemand einen Tipp ... Idee ... Anlaufstelle?
Am liebsten wäre mir so ein System:
Danke
Schmiernippel M4x0,7 an andere Stelle versetzen? Die Umlaufschuhe auf den Führungsbahnen haben die genannten Schmiernippel. Ich finde nichts passendes im I-Net.
Gruss
Karl
- gemeinsam sind wir stark
Die Schrauben sind tlw. ziemlich eklig gehärtet - die (Gewinde-) Stangenware aus dem Baumarkt ist recht weich und lässt sich auch gut bohren
Gruss
Karl
Die Schrauben sind tlw. ziemlich eklig gehärtet - die (Gewinde-) Stangenware aus dem Baumarkt ist recht weich und lässt sich auch gut bohren
Gruss
Karl
so war auch gleich mein Gedanke ... einfachste Quali besorgen damit es eich Bohren läßt
Danke für den Link mit den Bildern. Das wird eine Arbeit für einen ganzen Tag um 4 Schmiernippel herzustellen ...
Hallo, ich möchte Euch mal auf mein kostenloses GRBL-Frontend aufmerksam machen. Die aktuelle Version ist 0.9c.
Homepage:
http://www.serialcominstruments.com/cnc.php
Download hier (immer ziemlich unten im Thread):
http://www.mikrocontroller.net/topic/345380#new
Hier ein Vorschau-Video von der kommenden Erweiterung EasyJob
https://www.youtube.com/watch?v=PAm-B0i21cY
Gruss Ulrich
Homepage:
http://www.serialcominstruments.com/cnc.php
Download hier (immer ziemlich unten im Thread):
http://www.mikrocontroller.net/topic/345380#new
Hier ein Vorschau-Video von der kommenden Erweiterung EasyJob
https://www.youtube.com/watch?v=PAm-B0i21cY
Gruss Ulrich
Anhänge
-
 405 KB Aufrufe: 48
405 KB Aufrufe: 48
Praezise ungenau...
Moin zusammen,
dieser Thread ist im wesentlichen mit daran "Schuld", dass ich mir eine 3040T (die einfache, keine Kugelumlaufspindeln) gekauft habe. Die Hochzeit der Diskussion im Thread um diese Maschinen ist zwar etwas laenger her, aber ich hoffe trotzdem auf eine Einschaetzung.
Und zwar: Fraese gekommen, aufgebaut, LinuxCNC konfiguriert: Fraest - sofort und ohne groessere Probleme.
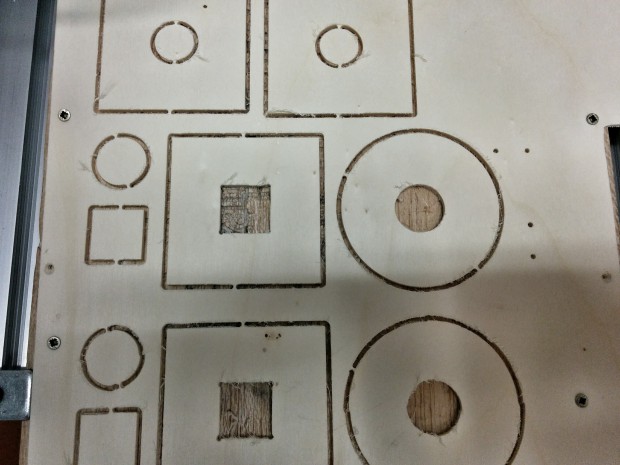
Genauigkeitstest gefraest und die Teile passen saugend in die entsprechenden Oeffnungen.
Jetzt ist mir allerdings aufgefallen, dass z.B. das Quadrat des Genauigkeitstest untermassig ist. Und zwar fraese und messe ich 59,4 x 59,5 mm.
Das aendert sich auch nicht, wenn ich an den Fraesparametern oder Maschineneinstellungen herumspiele. Die Abmessung bleibt "praezise ungenau". Die Tendenz ist: Je groesser das zu fraesende Teil/Strecke, desto groesser wird die Abweichung.
In Sachen Umkehrspiel habe ich die Achsen vermessen und komme auf: 0,05 mm auf Y und etwas weniger auf X. Wenn ich das so in LinuxCNC eingebe, aendert das nur sehr wenig. Die Ergebnisse verbessern sich unwesentlich. Erst ein konfiguriertes Umkehrspiel von 0,5 mm macht das Quadrat annaehernd 59,9 mm breit. Dafuer hat der Kreis dann deutliche "Absaetze" (der Kreis ganz unten im Bild).
Schrittverluste habe ich mittels dieses Programms untersucht (fuer X und Y umgeschrieben) und komme genau auf das gewuenschte Ergebnis.
Ich fraese in Sperrholz mittels 2 mm VHM-Fraeser.
Meine Frage ist jetzt: Kann ich noch mehr erreichen oder ist es das, was zu erwarten ist?
Mir fehlen im Moment die Ideen, was ich noch tun kann oder vermessen kann. Man ist als Laie halt schnell am Ende des Lateins
Ich bin Norbert, Flugmodellbauer aus Stade und freue mich auf eure Antworten! Danke,
Moin zusammen,
dieser Thread ist im wesentlichen mit daran "Schuld", dass ich mir eine 3040T (die einfache, keine Kugelumlaufspindeln) gekauft habe. Die Hochzeit der Diskussion im Thread um diese Maschinen ist zwar etwas laenger her, aber ich hoffe trotzdem auf eine Einschaetzung.
Und zwar: Fraese gekommen, aufgebaut, LinuxCNC konfiguriert: Fraest - sofort und ohne groessere Probleme.
Genauigkeitstest gefraest und die Teile passen saugend in die entsprechenden Oeffnungen.
Jetzt ist mir allerdings aufgefallen, dass z.B. das Quadrat des Genauigkeitstest untermassig ist. Und zwar fraese und messe ich 59,4 x 59,5 mm.
Das aendert sich auch nicht, wenn ich an den Fraesparametern oder Maschineneinstellungen herumspiele. Die Abmessung bleibt "praezise ungenau". Die Tendenz ist: Je groesser das zu fraesende Teil/Strecke, desto groesser wird die Abweichung.
In Sachen Umkehrspiel habe ich die Achsen vermessen und komme auf: 0,05 mm auf Y und etwas weniger auf X. Wenn ich das so in LinuxCNC eingebe, aendert das nur sehr wenig. Die Ergebnisse verbessern sich unwesentlich. Erst ein konfiguriertes Umkehrspiel von 0,5 mm macht das Quadrat annaehernd 59,9 mm breit. Dafuer hat der Kreis dann deutliche "Absaetze" (der Kreis ganz unten im Bild).
Schrittverluste habe ich mittels dieses Programms untersucht (fuer X und Y umgeschrieben) und komme genau auf das gewuenschte Ergebnis.
Ich fraese in Sperrholz mittels 2 mm VHM-Fraeser.
Meine Frage ist jetzt: Kann ich noch mehr erreichen oder ist es das, was zu erwarten ist?
Mir fehlen im Moment die Ideen, was ich noch tun kann oder vermessen kann. Man ist als Laie halt schnell am Ende des Lateins
Ich bin Norbert, Flugmodellbauer aus Stade und freue mich auf eure Antworten! Danke,
Zuletzt bearbeitet:
Woa den Thread voll übersehen...
http://fpv-community.de/showthread.php?64279-Welche-(China)-3040er-CNC-Fr%E4se-kaufen
Was ist von folgender Fräse zu halten:
http://de.aliexpress.com/item/UK-Fr...-axis-router-1-5kw-hard-metal/1557229589.html
Wäre für Alu, Plexiglas, CFK, GFK, Holz (und vielleicht später mit 4ter Achse Messing etc)
Endschalter und Kram kann ich mir alles auf der Arbeit mitnehmen (Sensoren etc)
http://fpv-community.de/showthread.php?64279-Welche-(China)-3040er-CNC-Fr%E4se-kaufen
Was ist von folgender Fräse zu halten:
http://de.aliexpress.com/item/UK-Fr...-axis-router-1-5kw-hard-metal/1557229589.html
Wäre für Alu, Plexiglas, CFK, GFK, Holz (und vielleicht später mit 4ter Achse Messing etc)
Endschalter und Kram kann ich mir alles auf der Arbeit mitnehmen (Sensoren etc)
Zuletzt bearbeitet:
...
Jetzt ist mir allerdings aufgefallen, dass z.B. das Quadrat des Genauigkeitstest untermassig ist. Und zwar fraese und messe ich 59,4 x 59,5 mm.
Das aendert sich auch nicht, wenn ich an den Fraesparametern oder Maschineneinstellungen herumspiele. Die Abmessung bleibt "praezise ungenau". Die Tendenz ist: Je groesser das zu fraesende Teil/Strecke, desto groesser wird die Abweichung.
In Sachen Umkehrspiel habe ich die Achsen vermessen und komme auf: 0,05 mm auf Y und etwas weniger auf X. Wenn ich das so in LinuxCNC eingebe, aendert das nur sehr wenig. Die Ergebnisse verbessern sich unwesentlich. Erst ein konfiguriertes Umkehrspiel von 0,5 mm macht das Quadrat annaehernd 59,9 mm breit. Dafuer hat der Kreis dann deutliche "Absaetze" (der Kreis ganz unten im Bild).
Schrittverluste habe ich mittels dieses Programms untersucht (fuer X und Y umgeschrieben) und komme genau auf das gewuenschte Ergebnis.
Ich fraese in Sperrholz mittels 2 mm VHM-Fraeser.
Meine Frage ist jetzt: Kann ich noch mehr erreichen oder ist es das, was zu erwarten ist?
Mir fehlen im Moment die Ideen, was ich noch tun kann oder vermessen kann. Man ist als Laie halt schnell am Ende des Lateins
....,
Jetzt ist mir allerdings aufgefallen, dass z.B. das Quadrat des Genauigkeitstest untermassig ist. Und zwar fraese und messe ich 59,4 x 59,5 mm.
Das aendert sich auch nicht, wenn ich an den Fraesparametern oder Maschineneinstellungen herumspiele. Die Abmessung bleibt "praezise ungenau". Die Tendenz ist: Je groesser das zu fraesende Teil/Strecke, desto groesser wird die Abweichung.
In Sachen Umkehrspiel habe ich die Achsen vermessen und komme auf: 0,05 mm auf Y und etwas weniger auf X. Wenn ich das so in LinuxCNC eingebe, aendert das nur sehr wenig. Die Ergebnisse verbessern sich unwesentlich. Erst ein konfiguriertes Umkehrspiel von 0,5 mm macht das Quadrat annaehernd 59,9 mm breit. Dafuer hat der Kreis dann deutliche "Absaetze" (der Kreis ganz unten im Bild).
Schrittverluste habe ich mittels dieses Programms untersucht (fuer X und Y umgeschrieben) und komme genau auf das gewuenschte Ergebnis.
Ich fraese in Sperrholz mittels 2 mm VHM-Fraeser.
Meine Frage ist jetzt: Kann ich noch mehr erreichen oder ist es das, was zu erwarten ist?
Mir fehlen im Moment die Ideen, was ich noch tun kann oder vermessen kann. Man ist als Laie halt schnell am Ende des Lateins
....,
das war Sinn des Threads, Lust auf CNC zu machen, weil viele doch abgeschreckt von der ganzen Sache sind!
Folgende Ansätze kann ich dir geben:
1. wieviel Spiel erreichst du, wenn du mit den Fingern, die jeweilige Achsen in ihrer Richtung, mit leichtem Druck verschieben willst. Wenn sich das weich anfühlt, hast du nicht genug druck auf dem Fräser und er gibt nach. Man sieht bei dir sehr schön leichte Rampen (Verschiebung von der eigentlichen Achsbewegung) nach dem Richtungswechsel.
2. Backlash-Kompensation funktioniert nur gut, wenn man zur normalen Achsbeschleunigung, die doppelte max. Beschleunigung definiert. Da die Achse in bruchteielen von ms diese verfahren muß, bevor die eigentliche Bewegung der Achse fortgesetzt wird.
Dauert dies zu lange, gibt es ebenfalls so eine krumme Fahrbahn oder Absätze, wie im Kreis.
3. ist die Radius Korrektur der CAM Software korrekt, wenn nicht gibt es natürlich auch Über-/Untermass. Also den Fräser ruhig auch mal vermessen, gerade wenn es die Gebrauchten von ebay sind.
Das mal Ansätze, in welche Richtung du weiter untersuchen kannst.
Schrittverluste schliesse ich auch aus, hatte hier auch irgendwo gCode für die einzelnen Achsen, um zu schauen, ob alles stabil läuft.
Grüße Jörg
Zuletzt bearbeitet:
Hallo Joerg,
wenn ich sehr kraeftig druecke, ca 0,3 mm auf X und Y. Ich wuerde ja vermuten, dass bei verringerter Schrittgeschwindigkeit die Ergebnisse tendentiell besser werden, was sie aber nicht sind. Die Rampen die du siehst, waren nur vorhanden, als ich das Umkehrspiel mal - uebertrieben - auf 0,5 mm konfiguriert hatte. Wenn ich die Maschine unkorrigiert fraesen lasse, ist Kreis=Kreis und Quadrate sehen auch sauber aus. Nur die Abmessungen sind leicht untermassig. Vielleicht erwarte ich ja auch einfach zu viel?
Hatte ich um den Faktor zwei korrigiert. Aber ich werde das nochmal pruefen und das Umkehrspiel nochmal ganz genau vermessen.
Ich benutze Estlcam. Ist die Radiuskorrektur das Aufmaß bei der Fraesbahn? Etwas anderes habe ich jetzt auf die Schnelle nicht googlen koennen. Fraeser ist tatsaechlich gebraucht aus der Bucht: Misst genau 2 mm. Die Fraesbahn messe ich anschliessend mit 2,1 mm.
Ich danke dir sehr fuer diese - fuer mich - neuen Ideen. Gerade das Portal wirkte doch sehr stabil. Jetzt, wo ich meine neue Messuhr mal ansetze, sieht man halt doch Bewegung.
Ich werde das ganze an den naechsten Abenden nochmal systematisch angehen und dann hier berichten!
1. wieviel Spiel erreichst du, wenn du mit den Fingern, die jeweilige Achsen in ihrer Richtung, mit leichtem Druck verschieben willst. Wenn sich das weich anfühlt, hast du nicht genug druck auf dem Fräser und er gibt nach. Man sieht bei dir sehr schön leichte Rampen (Verschiebung von der eigentlichen Achsbewegung) nach dem Richtungswechsel.
2. Backlash-Kompensation funktioniert nur gut, wenn man zur normalen Achsbeschleunigung, die doppelte max. Beschleunigung definiert. Da die Achse in bruchteielen von ms diese verfahren muß, bevor die eigentliche Bewegung der Achse fortgesetzt wird.
Dauert dies zu lange, gibt es ebenfalls so eine krumme Fahrbahn oder Absätze, wie im Kreis.
Dauert dies zu lange, gibt es ebenfalls so eine krumme Fahrbahn oder Absätze, wie im Kreis.
3. ist die Radius Korrektur der CAM Software korrekt, wenn nicht gibt es natürlich auch Über-/Untermass. Also den Fräser ruhig auch mal vermessen, gerade wenn es die Gebrauchten von ebay sind.
Das mal Ansätze, in welche Richtung du weiter untersuchen kannst.
Schrittverluste schliesse ich auch aus, hatte hier auch irgendwo gCode für die einzelnen Achsen, um zu schauen, ob alles stabil läuft.
Das mal Ansätze, in welche Richtung du weiter untersuchen kannst.
Schrittverluste schliesse ich auch aus, hatte hier auch irgendwo gCode für die einzelnen Achsen, um zu schauen, ob alles stabil läuft.
Ich danke dir sehr fuer diese - fuer mich - neuen Ideen. Gerade das Portal wirkte doch sehr stabil. Jetzt, wo ich meine neue Messuhr mal ansetze, sieht man halt doch Bewegung.
Ich werde das ganze an den naechsten Abenden nochmal systematisch angehen und dann hier berichten!
Zuletzt bearbeitet:
Hallo Norbert,
nach deinen Antworten, kann ich ungefähr einschätzen wie deine Skills sind. Das mit der Steifheit hört sich normal an und ist nicht die Ursache.
Nimm den Backlash erst einmal mit 0 wieder raus, wie du schon schreibst, macht sie das schon ganz gut.
Warum, kommt gleich unten.
Zur Max. Beschleunigung, hast du also bereits folgendes in der 3040t.ini bei den Achsen eingeben:
MAX_ACCELERATION = 200.0 Achsenbeschleunigung
STEPGEN_MAXACCEL = 400.0 Maximal Beschleunigung
Mit ESTLCam wird die Fräsbahn um den Radius des Fräsers vergrössert (Aussenkante) bzw. verkleinert (Innenkante), richtig.
Gut, nun hast du noch einen weiteren Punkt ins Spiel gebracht, die 2,1mm Fräsbahn. Das scheint das eigentliche Problem zu sein, der Rundlauf der Fräs-Spindel. Hast du den mal mit der Meßuhr geprüft? Als Konsequnz daraus könntest du auch einfach in ESTLCam einen Fräser mit 2,1mm definieren und dann mal fräsen.
Berichte mal, wie die Ergebnisse dann sind, danach können wir noch andere Ansätze abarbeiten.
Ach ja, kannst du mal ein Bild von den ineinander gesetzten Teilen Kreis/Quadrat posten, daraus kann man weitere Schlüsse ziehen.
Grüße Jörg
nach deinen Antworten, kann ich ungefähr einschätzen wie deine Skills sind. Das mit der Steifheit hört sich normal an und ist nicht die Ursache.
Nimm den Backlash erst einmal mit 0 wieder raus, wie du schon schreibst, macht sie das schon ganz gut.
Warum, kommt gleich unten.
Zur Max. Beschleunigung, hast du also bereits folgendes in der 3040t.ini bei den Achsen eingeben:
MAX_ACCELERATION = 200.0 Achsenbeschleunigung
STEPGEN_MAXACCEL = 400.0 Maximal Beschleunigung
Mit ESTLCam wird die Fräsbahn um den Radius des Fräsers vergrössert (Aussenkante) bzw. verkleinert (Innenkante), richtig.
Gut, nun hast du noch einen weiteren Punkt ins Spiel gebracht, die 2,1mm Fräsbahn. Das scheint das eigentliche Problem zu sein, der Rundlauf der Fräs-Spindel. Hast du den mal mit der Meßuhr geprüft? Als Konsequnz daraus könntest du auch einfach in ESTLCam einen Fräser mit 2,1mm definieren und dann mal fräsen.
Berichte mal, wie die Ergebnisse dann sind, danach können wir noch andere Ansätze abarbeiten.
Ach ja, kannst du mal ein Bild von den ineinander gesetzten Teilen Kreis/Quadrat posten, daraus kann man weitere Schlüsse ziehen.
Grüße Jörg
Zuletzt bearbeitet:
Moin Jörg,
ja, da kannst du mit deinem Wissen deutlich die Luft rauslassen bei mir
Ich habe meine Fraesbahnen nochmal nachgemessen und kann die 2.1 nicht mehr nachvollziehen. Ich habe mal einen Test mit Fraesdurchmesser 2.05 gemacht. Aber da waren die Ergebnisse auch nicht besser.
Hier jetzt mal ein Test mit Fraeser 2 mm, 500 Vorschub und 2.1 mm Zustellung in 3.7 mm Sperrholz:
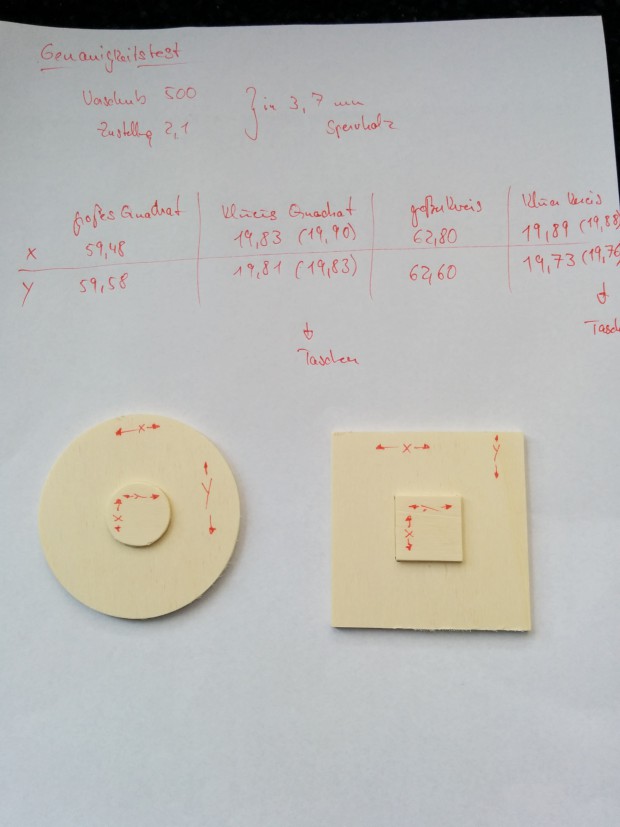
(Lesbare Version)
(Die Teile passen so wie auf dem Foto besser als x=x und y=y.)
Ich fahre LinuxCNC im Moment mit diesen Parametern (falls du mal einen Blick drauf werfen magst...).
Der Test war mit STEPGEN_MAXACCEL = 250.0 Maximal Beschleunigung, wie von Stepconf berechnet. Bringt die Erhoehung auf 400 etwas, ohne dass ich BACKLASH angebe?
Ich habe neulich mal etwas gefraest, was 140 mm lang sein sollte. Da habe ich fast 1,5 mm Untermaß. Ich glaube, irgendwas stimmt da grundsaetzlich (in der Konfiguration?) noch nicht.
nach deinen Antworten, kann ich ungefähr einschätzen wie deine Skills sind.
Das mit der Steifheit hört sich normal an und ist nicht die Ursache.
Nimm den Backlash erst einmal mit 0 wieder raus, wie du schon schreibst, macht sie das schon ganz gut.
Warum, kommt gleich unten.
Zur Max. Beschleunigung, hast du also bereits folgendes in der 3040t.ini bei den Achsen eingeben:
MAX_ACCELERATION = 200.0 Achsenbeschleunigung
STEPGEN_MAXACCEL = 400.0 Maximal Beschleunigung
Mit ESTLCam wird die Fr2äsbahn um den Radius des Fräsers vergrössert (Aussenkante) bzw. verkleinert (Innenkante), richtig.
Gut, nun hast du noch einen weiteren Punkt ins Spiel gebracht, die 2,1mm Fräsbahn. Das scheint das eigentliche Problem zu sein, der Rundlauf der Fräs-Spindel. Hast du den mal mit der Meßuhr geprüft? Als Konsequnz daraus könntest du auch einfach in ESTLCam einen Fräser mit 2,1mm definieren und dann mal fräsen.
Berichte mal, wie die Ergebnisse dann sind, danach können wir noch andere Ansätze abarbeiten.
Ach ja, kannst du mal ein Bild von den ineinander gesetzten Teilen Kreis/Quadrat posten, daraus kann man weitere Schlüsse ziehen.
Grüße Jörg
Nimm den Backlash erst einmal mit 0 wieder raus, wie du schon schreibst, macht sie das schon ganz gut.
Warum, kommt gleich unten.
Zur Max. Beschleunigung, hast du also bereits folgendes in der 3040t.ini bei den Achsen eingeben:
MAX_ACCELERATION = 200.0 Achsenbeschleunigung
STEPGEN_MAXACCEL = 400.0 Maximal Beschleunigung
Mit ESTLCam wird die Fr2äsbahn um den Radius des Fräsers vergrössert (Aussenkante) bzw. verkleinert (Innenkante), richtig.
Gut, nun hast du noch einen weiteren Punkt ins Spiel gebracht, die 2,1mm Fräsbahn. Das scheint das eigentliche Problem zu sein, der Rundlauf der Fräs-Spindel. Hast du den mal mit der Meßuhr geprüft? Als Konsequnz daraus könntest du auch einfach in ESTLCam einen Fräser mit 2,1mm definieren und dann mal fräsen.
Berichte mal, wie die Ergebnisse dann sind, danach können wir noch andere Ansätze abarbeiten.
Ach ja, kannst du mal ein Bild von den ineinander gesetzten Teilen Kreis/Quadrat posten, daraus kann man weitere Schlüsse ziehen.
Grüße Jörg
Hier jetzt mal ein Test mit Fraeser 2 mm, 500 Vorschub und 2.1 mm Zustellung in 3.7 mm Sperrholz:
(Lesbare Version)
(Die Teile passen so wie auf dem Foto besser als x=x und y=y.)
Ich fahre LinuxCNC im Moment mit diesen Parametern (falls du mal einen Blick drauf werfen magst...).
Der Test war mit STEPGEN_MAXACCEL = 250.0 Maximal Beschleunigung, wie von Stepconf berechnet. Bringt die Erhoehung auf 400 etwas, ohne dass ich BACKLASH angebe?
Ich habe neulich mal etwas gefraest, was 140 mm lang sein sollte. Da habe ich fast 1,5 mm Untermaß. Ich glaube, irgendwas stimmt da grundsaetzlich (in der Konfiguration?) noch nicht.
Hi Norbert,
deine Skills zeigen mir, das du dich mit diesem Thread auseinander gesetzt und auch einiges Umgesetzt hast, find ich klasse. Luft raus lassen ist nicht in meinem Sinn, eher mehr das beste aus der Sache rausholen.
Mal jetzt ganz abgesehen von den Maßen, sind die Innen/Aussentoleranzen schon sehr gut und denke, für diese CNC das machbare. Danke für die Meßreihe, sehr aussagekräftig.
Die Konfig, sorry, hab da ein bisschen tiefer in deine 3040t.stepconfig vom Blog geschaut, sieht soweit ok aus.
Aber dein Bild läßt auf eine nicht Winkligkeit von X zur Y-Achse schliessen, kannst du das mal prüfen, kann mich auch täuschen.
Zu dem Untermaß, wäre jetzt mal eine Meßreihe interessant, die in Abstand von 20mm einen Strich in X, bzw. Y-Richtung zieht. Ich hänge später mal eine entsprechende Testdatei hier dran, rein überschlagsmäßig sieht es zumindestens nach einem linearen Fehler aus.
Mit dem Backlash und der Stepgen_Maxaccel ist richtig, hat jetzt keine Auswirkung, habe ich zum Verständnis angegeben, damit wir über das selbe reden, wenn es um Backlash geht. 400 bringt bei aktivierter Kompensation auf jeden Fall was, aber jetzt müssen wir erst einmal die mechanischen Probleme finden/beheben.
Grüße Jörg
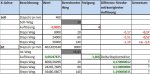
Nachtrag: Habe gerade mal den Massstab für die Achse mit den Ist-Werten neu kalkuliert, es sieht so aus, als hätte deine Spindel nur eine Steigung von 3,966 mm/Umdrehung. Trag das doch mal bitte bei den Achsen entsprechend unter Leadscrew ein. Dann noch einmal fräsen und Maße bekannt geben. Das sollte das Ganze dann besser aussehen lassen.
Der angezeigte Massstab sollte dann 403,429148 Steps/mm betragen. Welches eine Auflösung je Step von 0,00247875 ergibt (normal 0,0025). Rechnet man nun die Steps für 140mm aus, so ergeben diese, genau deine Abweichung von ca. 1,5mm, naja halt 1,19mm. Für 60mm auf jeden Fall paasend, wie gesagt, ein linearer Fehler. Also das mit der Datei warten wir dann noch einmal ab, was raus kommt.
Hier mal die Auflistung für X:
deine Skills zeigen mir, das du dich mit diesem Thread auseinander gesetzt und auch einiges Umgesetzt hast, find ich klasse. Luft raus lassen ist nicht in meinem Sinn, eher mehr das beste aus der Sache rausholen
.Mal jetzt ganz abgesehen von den Maßen, sind die Innen/Aussentoleranzen schon sehr gut und denke, für diese CNC das machbare. Danke für die Meßreihe, sehr aussagekräftig.
Die Konfig, sorry, hab da ein bisschen tiefer in deine 3040t.stepconfig vom Blog geschaut
, sieht soweit ok aus.Aber dein Bild läßt auf eine nicht Winkligkeit von X zur Y-Achse schliessen, kannst du das mal prüfen, kann mich auch täuschen.
Zu dem Untermaß, wäre jetzt mal eine Meßreihe interessant, die in Abstand von 20mm einen Strich in X, bzw. Y-Richtung zieht. Ich hänge später mal eine entsprechende Testdatei hier dran, rein überschlagsmäßig sieht es zumindestens nach einem linearen Fehler aus.
Mit dem Backlash und der Stepgen_Maxaccel ist richtig, hat jetzt keine Auswirkung, habe ich zum Verständnis angegeben, damit wir über das selbe reden, wenn es um Backlash geht. 400 bringt bei aktivierter Kompensation auf jeden Fall was, aber jetzt müssen wir erst einmal die mechanischen Probleme finden/beheben.
Grüße Jörg
Nachtrag: Habe gerade mal den Massstab für die Achse mit den Ist-Werten neu kalkuliert, es sieht so aus, als hätte deine Spindel nur eine Steigung von 3,966 mm/Umdrehung. Trag das doch mal bitte bei den Achsen entsprechend unter Leadscrew ein. Dann noch einmal fräsen und Maße bekannt geben. Das sollte das Ganze dann besser aussehen lassen.
Der angezeigte Massstab sollte dann 403,429148 Steps/mm betragen. Welches eine Auflösung je Step von 0,00247875 ergibt (normal 0,0025). Rechnet man nun die Steps für 140mm aus, so ergeben diese, genau deine Abweichung von ca. 1,5mm, naja halt 1,19mm. Für 60mm auf jeden Fall paasend, wie gesagt, ein linearer Fehler
. Also das mit der Datei warten wir dann noch einmal ab, was raus kommt.Hier mal die Auflistung für X:
Zuletzt bearbeitet:
Grossartig!
Guten Abend Joerg,
deinen Nachtrag bekam ich heute beim Tretbootfahren auf das Mobilteil gebeamt und wurde sofort hibbelig und "wollte ausprobieren"... Aber meine Familie teilt mein neues Hobby "fraesen" noch nicht so ganz
Auf jeden Fall:
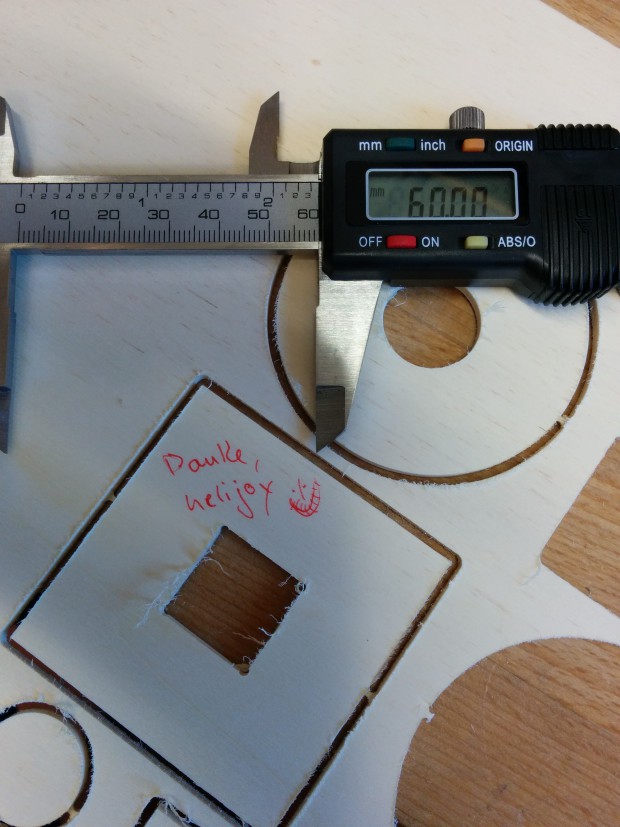
Das ist die Y-Achse. Perfekt!
Auf der X-Achse fehlen noch 0,15 mm, aber die Tendenz ist ja jetzt die richtige.
Ich bin ehrlich beeindruckt und vor allen Dingen dankbar, dass du dich dem Problem so nachhaltig gewidmet hast. Ich waere in 2 Monaten wahrscheinlich noch in Sachen Software unterwegs gewesen... Mir war gar nicht klar, dass man die Steigung auch in Nachkommastellen erfassen kann.
SUPER!
Und du hast auch mit dern Winkeligkeit zwischen X und Y recht. Da scheint es noch Optimierungspotential an der Montage zu geben.
Dein Kalkulationssheet zur Berechnung der Abweichung ist das "oeffentlich"? Den von dir entworfenen Test mit Strichen in Abstand zu fraesen den kann ich auch im CAD entwickeln und dann die Werte selbst berechnen.
Ich finde naemlich, du hast dir jetzt ein Feierabendbier verdient
Und ja, ich wuerde die Werte dann hier nochmal vorstellen.
Eine Frage haette ich noch: Hast du so eine Steigungsabweichung schonmal gesehen oder fehlerkorrigiert? Weil ich bei meinen Recherchen sogar schon in sehr unbekannten Sprachraeumen unterwegs war und nirgends einen anderen als geraden Steigungswert bei der Config gefunden habe... Irgendwo im Tschechien habe ich jemanden gesehen, der die Schritte/mm korrigiert hat. Aber die von dir gefundene Abweichung ist ja viel logischer (zu korrigieren).
Danke dir wirklich sehr!
Guten Abend Joerg,
deinen Nachtrag bekam ich heute beim Tretbootfahren auf das Mobilteil gebeamt und wurde sofort hibbelig und "wollte ausprobieren"... Aber meine Familie teilt mein neues Hobby "fraesen" noch nicht so ganz
Auf jeden Fall:
Das ist die Y-Achse. Perfekt!
Auf der X-Achse fehlen noch 0,15 mm, aber die Tendenz ist ja jetzt die richtige.
Ich bin ehrlich beeindruckt und vor allen Dingen dankbar, dass du dich dem Problem so nachhaltig gewidmet hast. Ich waere in 2 Monaten wahrscheinlich noch in Sachen Software unterwegs gewesen... Mir war gar nicht klar, dass man die Steigung auch in Nachkommastellen erfassen kann.
SUPER!
Und du hast auch mit dern Winkeligkeit zwischen X und Y recht. Da scheint es noch Optimierungspotential an der Montage zu geben.
Dein Kalkulationssheet zur Berechnung der Abweichung ist das "oeffentlich"? Den von dir entworfenen Test mit Strichen in Abstand zu fraesen den kann ich auch im CAD entwickeln und dann die Werte selbst berechnen.
Ich finde naemlich, du hast dir jetzt ein Feierabendbier verdient
Und ja, ich wuerde die Werte dann hier nochmal vorstellen.
Eine Frage haette ich noch: Hast du so eine Steigungsabweichung schonmal gesehen oder fehlerkorrigiert? Weil ich bei meinen Recherchen sogar schon in sehr unbekannten Sprachraeumen unterwegs war und nirgends einen anderen als geraden Steigungswert bei der Config gefunden habe... Irgendwo im Tschechien habe ich jemanden gesehen, der die Schritte/mm korrigiert hat. Aber die von dir gefundene Abweichung ist ja viel logischer (zu korrigieren).
Danke dir wirklich sehr!
Hallo Norbert,
hatten hier heute leider regnerisches Wetter, sonst wären wir auf den Pfingstmarkt gegangen, also kein Problem!
Sehr schön, das es passt und du nun weißt, an welcher Schraube du drehen mußt, tendenziell würde ich sagen, so Richtung 3,96 Steigung (1% Abweichung) und in der CAM ruhig den echten Fräserdurchmesser einstellen. Wenn ich mir so manche Werte ansehe, bzw. Genauigkeitstests sehe, ja, ist die Toleranz nicht ganz unüblich. Bei meinen Maschinen aber, habe ich noch keine so große Steigungstoleranz feststellen können.
Dank deinem Verständnis, Info´s und den Meßwerten, konnte ich das Excelsheet mit den Berechnungen erstellen. Das Sheet ist nicht öffentlich und speziell für deine Werte erstellt. Was möchtest du darüber wissen?
Ich hoffe, du kannst nun damit prima den Profilbau für deine Flieger optimieren!
Kurzum, viel Spass mit deinem neuen Hobby!!!
Grüße Jörg
hatten hier heute leider regnerisches Wetter, sonst wären wir auf den Pfingstmarkt gegangen, also kein Problem!
Sehr schön, das es passt und du nun weißt, an welcher Schraube du drehen mußt, tendenziell würde ich sagen, so Richtung 3,96 Steigung (1% Abweichung) und in der CAM ruhig den echten Fräserdurchmesser einstellen. Wenn ich mir so manche Werte ansehe, bzw. Genauigkeitstests sehe, ja, ist die Toleranz nicht ganz unüblich. Bei meinen Maschinen aber, habe ich noch keine so große Steigungstoleranz feststellen können.
Dank deinem Verständnis, Info´s und den Meßwerten, konnte ich das Excelsheet mit den Berechnungen erstellen. Das Sheet ist nicht öffentlich und speziell für deine Werte erstellt. Was möchtest du darüber wissen?
Ich hoffe, du kannst nun damit prima den Profilbau für deine Flieger optimieren!
Kurzum, viel Spass mit deinem neuen Hobby
!!!Grüße Jörg
...so, die X und Y-Achse arbeiten jetzt zu meiner Zufriedenheit. Die lineare Abweichung ist weg...
An dem Excel-Sheet waere ich interessiert, damit ich mir die Formeln dahinter mal ansehen kann. Oder hast du einen Zeiger auf die theoretischen Grundlagen dazu?
Zum Thema Profilbau: Das waere ein weiteres Hobby. Aber Profilentwicklung ist ein voellig eigenes Feld und dazu ist eine Menge Erfahrung und theoretisches Know-How + eine Portion Esoterik noetig. Das behersche ich - leider - nicht...
Was ich mit der Fraese aber tatsaechlich vorhabe, ist Profilkerne fuer Hoehen und Seitenleitwerke zu fraesen. Da sind die Profile aber entwickelt und ich muss mir "nur noch" die Geometrie und das 3D-Modell dazu entwickeln.
3D-CAD (FreeCAD) ist aber ebenfalls voelliges Neuland fuer mich und da gibt es noch eine Menge zu lernen.
Als erstes werde ich wohl einen neuen Kopterrahmen fraesen. Material liegt schon hier.
Und das Thema Staub...
An dem Excel-Sheet waere ich interessiert, damit ich mir die Formeln dahinter mal ansehen kann. Oder hast du einen Zeiger auf die theoretischen Grundlagen dazu?
Zum Thema Profilbau: Das waere ein weiteres Hobby. Aber Profilentwicklung ist ein voellig eigenes Feld und dazu ist eine Menge Erfahrung und theoretisches Know-How + eine Portion Esoterik noetig. Das behersche ich - leider - nicht...
Was ich mit der Fraese aber tatsaechlich vorhabe, ist Profilkerne fuer Hoehen und Seitenleitwerke zu fraesen. Da sind die Profile aber entwickelt und ich muss mir "nur noch" die Geometrie und das 3D-Modell dazu entwickeln.
3D-CAD (FreeCAD) ist aber ebenfalls voelliges Neuland fuer mich und da gibt es noch eine Menge zu lernen.
Als erstes werde ich wohl einen neuen Kopterrahmen fraesen. Material liegt schon hier.
Und das Thema Staub...
Und das Thema Staub...
aus eigener Erfahrung kann ich diese Kombination empfehlen:
Zyklon: http://de.aliexpress.com/item/New-a...gless-Cyclone-Dust-collector/32338246268.html
30l Weithalsfass als Auffangbehälter: z.B. http://www.ebay.de/itm/Deckelfass-K...41?pt=LH_DefaultDomain_77&hash=item23511957d5
hier muss noch ein Ring eingesetzt werden, damit sich das Fass nicht in der Mitte zusammenzieht. Ich habe einfach einen aus 12mm Multiplex gefräst, 20 oder 30mm breit und aus zwei Teilen, die ich dann erst im Fass mit selbigem und untereinander verklebt habe.
Stretchschlauch zur Fräse: http://www.ebay.de/itm/MC-Elephant-...22?pt=LH_DefaultDomain_77&hash=item462871c0f2
- und einen alten Haushaltsstaubsauger auf niedrigster Stufe.
Welcher "dustshoe" für dich passt, hängt natürlich von der Fräse, der Spindel usw. ab.
...so, die X und Y-Achse arbeiten jetzt zu meiner Zufriedenheit. Die lineare Abweichung ist weg...
An dem Excel-Sheet waere ich interessiert, damit ich mir die Formeln dahinter mal ansehen kann. Oder hast du einen Zeiger auf die theoretischen Grundlagen dazu?
Zum Thema Profilbau: Das waere ein weiteres Hobby. Aber Profilentwicklung ist ein voellig eigenes Feld und dazu ist eine Menge Erfahrung und theoretisches Know-How + eine Portion Esoterik noetig. Das behersche ich - leider - nicht...
Was ich mit der Fraese aber tatsaechlich vorhabe, ist Profilkerne fuer Hoehen und Seitenleitwerke zu fraesen. Da sind die Profile aber entwickelt und ich muss mir "nur noch" die Geometrie und das 3D-Modell dazu entwickeln.
3D-CAD (FreeCAD) ist aber ebenfalls voelliges Neuland fuer mich und da gibt es noch eine Menge zu lernen.
Als erstes werde ich wohl einen neuen Kopterrahmen fraesen. Material liegt schon hier.
Und das Thema Staub...
An dem Excel-Sheet waere ich interessiert, damit ich mir die Formeln dahinter mal ansehen kann. Oder hast du einen Zeiger auf die theoretischen Grundlagen dazu?
Zum Thema Profilbau: Das waere ein weiteres Hobby. Aber Profilentwicklung ist ein voellig eigenes Feld und dazu ist eine Menge Erfahrung und theoretisches Know-How + eine Portion Esoterik noetig. Das behersche ich - leider - nicht...
Was ich mit der Fraese aber tatsaechlich vorhabe, ist Profilkerne fuer Hoehen und Seitenleitwerke zu fraesen. Da sind die Profile aber entwickelt und ich muss mir "nur noch" die Geometrie und das 3D-Modell dazu entwickeln.
3D-CAD (FreeCAD) ist aber ebenfalls voelliges Neuland fuer mich und da gibt es noch eine Menge zu lernen.
Als erstes werde ich wohl einen neuen Kopterrahmen fraesen. Material liegt schon hier.
Und das Thema Staub...
... und, bekommen wir noch eine Sichtprobe
Denke den Backlash brauchst du nicht mehr aktivieren, das war ja schon vom Umkehrspiel ok.
Excelsheet, ....du hast Post!
Was deinen Schleuderseglerbau angeht, na das sieht doch schon sehr professionel aus
, da wirst du schon deine eigenen Ideen mit der Fräse einbringen.Auch was das 3d Cadden angeht, schau doch mal im Bereich 3d Druck rein, da gibt´s auch schöne Cad-Anregungen.
Was die Absaugung angeht, kannst ja auch mal bei den CNC-Vorlagen schauen, da sind dann auch schon Ansaugstutzen zum Fräsen verfügbar. Also hoffe, du bleibst uns trotz des gelösten Problems treu
!?!Grüße Jörg
Ach ja, über ne Bewertung würd ich mich auch freuen
Zuletzt bearbeitet:

