
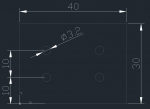
Sotelle, hier mal zwei Teile die ich für den Spidex-Frame gezeichnet und gefräst habe:


Passgenauigkeit ist bei diesen Teilen bis auf die Bohrungen vollkommen ausreichend. Bohrungen für z.B M3 habe ich mit Durchmesser 3,2mm gezeichnet, am fertigen Teil messe ich aber nur 2,9mm. Ich denke das dürfte durch die freitragenden Führungen der 3040T geschuldet sein, oder?
Ok, kann ich zukünftig mit 3,6mm zeichnen, dann komme ich beim fertigen Teil eher ans Sollmaß ran. Irgendwie komme ich aber nicht auf einen grünen Zweig, warum das so ist. Weil z.B. Bohrlochabstände für z.B. Flightcontrol maßlich richtig sind, oder auch die Außenabmessungen höchstens +-0,1mm abweichen.
Ach ja... gefräst wurde in einem Rutsch mit einem 1,5mm spiralverzahnten VHM-Fräser (gebraucht aus der Bucht), Vorschub ca. 1,5mm/sec bei ca. 10000Upm.
Passgenauigkeit ist bei diesen Teilen bis auf die Bohrungen vollkommen ausreichend. Bohrungen für z.B M3 habe ich mit Durchmesser 3,2mm gezeichnet, am fertigen Teil messe ich aber nur 2,9mm. Ich denke das dürfte durch die freitragenden Führungen der 3040T geschuldet sein, oder?
Ok, kann ich zukünftig mit 3,6mm zeichnen, dann komme ich beim fertigen Teil eher ans Sollmaß ran. Irgendwie komme ich aber nicht auf einen grünen Zweig, warum das so ist. Weil z.B. Bohrlochabstände für z.B. Flightcontrol maßlich richtig sind, oder auch die Außenabmessungen höchstens +-0,1mm abweichen.
Ach ja... gefräst wurde in einem Rutsch mit einem 1,5mm spiralverzahnten VHM-Fräser (gebraucht aus der Bucht), Vorschub ca. 1,5mm/sec bei ca. 10000Upm.
Zuletzt bearbeitet:
") (@fpv-floh: war bei dir doch nicht so, oder...)
(@fpv-floh: war bei dir doch nicht so, oder...)





