nabend^^
dann will ich auch mal wieder.
diesmal auch KEIN testobjekt oder irgendein nutzloses Teil,
sonder ein Copter-Arm
Der Arm stammt von folgendem Thingiverse-Objekt:
http://www.thingiverse.com/thing:230558
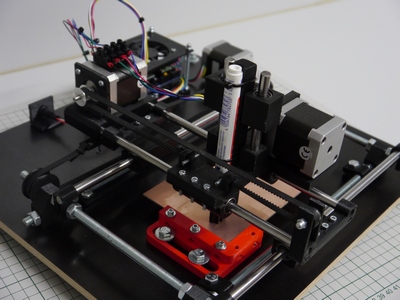
Habe mal zum Testen einen Arm in gröbster Qualität gedruckt (0,2mm) die mein 0.35er Nozzle noch mitmacht.
Knappe 4 Std. später lag folgendes Teil aufm Druckbett:
rechte Maustaste "Grafik anzeigen" und einmal mit der Lupe draufklicken offenbart volle 8MP Handy-pracht ;-)


gefreut habe ich mich, dass es geklappt hat^^
ein paar sehr flache Überhänge sind minimal unästhetisch geworden
und an ein paar Stellen hat mein Nozzle leider ein wenig zu viel Material herausgesprudelt (passiert manchmal) ich gehe mittlerweile davon aus, dass es an Fusseln auf dem Filament liegt und/oder an der Temperatur. Geschwindigkeit war leider auch für kleine Details ein wenig hoch, so dass dieser Landebein Knubbel ein bisschen holperig ist.
Cura kennt ja im Grunde nur ein Speedsetting (man kann in der neuesten Version zwischen Infll, innerem und äußerem Perimeter differenzieren, nicht aber zwischen kleinen/großen Details wie etwa in Slic3r)
außerdem ist es echt doof, dass die beiden/drei höchsten Objekte die dann noch zu drucken sind ca. 18cm auseinander liegen, so gibt es eine Retraction, das Hotend fährt komplett auf die andere Seite und macht dort weiter...
in der Zeit schmilzt ein regelrechter "pool" an flüssigem PLA in der bei meinem Hotend sehr großen Kammer und bloppt dann ab und an raus.
insgesamt recht zufrieden mit der Kiste.
bei 30% Infill noch recht leicht und wirkt einigermaßen stabil.
Derzeit ist gerade der nächste Arm in der mache.
Etwas kühler, etwas langsamer und mit 0.1er Schichten - sozusagen "mittlere Qualität".
in ca. 8:25 weiß ich mehr^^
Alex
dann will ich auch mal wieder.
diesmal auch KEIN testobjekt oder irgendein nutzloses Teil,
sonder ein Copter-Arm
Der Arm stammt von folgendem Thingiverse-Objekt:
http://www.thingiverse.com/thing:230558
Habe mal zum Testen einen Arm in gröbster Qualität gedruckt (0,2mm) die mein 0.35er Nozzle noch mitmacht.
Knappe 4 Std. später lag folgendes Teil aufm Druckbett:
rechte Maustaste "Grafik anzeigen" und einmal mit der Lupe draufklicken offenbart volle 8MP Handy-pracht ;-)
gefreut habe ich mich, dass es geklappt hat^^
ein paar sehr flache Überhänge sind minimal unästhetisch geworden
und an ein paar Stellen hat mein Nozzle leider ein wenig zu viel Material herausgesprudelt (passiert manchmal) ich gehe mittlerweile davon aus, dass es an Fusseln auf dem Filament liegt und/oder an der Temperatur. Geschwindigkeit war leider auch für kleine Details ein wenig hoch, so dass dieser Landebein Knubbel ein bisschen holperig ist.
Cura kennt ja im Grunde nur ein Speedsetting (man kann in der neuesten Version zwischen Infll, innerem und äußerem Perimeter differenzieren, nicht aber zwischen kleinen/großen Details wie etwa in Slic3r)
außerdem ist es echt doof, dass die beiden/drei höchsten Objekte die dann noch zu drucken sind ca. 18cm auseinander liegen, so gibt es eine Retraction, das Hotend fährt komplett auf die andere Seite und macht dort weiter...
in der Zeit schmilzt ein regelrechter "pool" an flüssigem PLA in der bei meinem Hotend sehr großen Kammer und bloppt dann ab und an raus.
insgesamt recht zufrieden mit der Kiste.
bei 30% Infill noch recht leicht und wirkt einigermaßen stabil.
Derzeit ist gerade der nächste Arm in der mache.
Etwas kühler, etwas langsamer und mit 0.1er Schichten - sozusagen "mittlere Qualität".
in ca. 8:25 weiß ich mehr^^
Alex
Zuletzt bearbeitet:

 Fotografieren ^^... schaut aber gut aus das teil mit welcher geschwindigkeit hast du das Teil gedruckt ?
Fotografieren ^^... schaut aber gut aus das teil mit welcher geschwindigkeit hast du das Teil gedruckt ?