
Fräse selber bauen - Fragen, Fragen, Fragen
- Themenstarter bitschieber
- Beginndatum
Genau das Profil hab ich bestellt (Bestellnummer identisch) "45x90 Schwer", und bekommen hab ich das, was ihr als letztes auf meinem Bild sieht.
..die Dinger kann man gut andhand der Ecken unterscheiden.
Gruss
Karl
...zwei Dumme..

Zuletzt bearbeitet:
Naja, dann ist doch gut. Ist bei mir genauso Ich bin trotz 90x45 und den Führungen auf den Nuten mit meiner Fräse zufrieden
@Karl & Hermann: Wie siehts mit den vielen Bohrungen aus, wenn man die Führungen zwischen die Nuten setzen möchte? Reicht da Anreißen und unter die Standbohrmaschine legen? Ist da dann noch ausreichend Spiel zum Ausrichten der Führungen?
Grüße
Andreas
@Karl & Hermann: Wie siehts mit den vielen Bohrungen aus, wenn man die Führungen zwischen die Nuten setzen möchte? Reicht da Anreißen und unter die Standbohrmaschine legen? Ist da dann noch ausreichend Spiel zum Ausrichten der Führungen?
Grüße
Andreas
Reicht da Anreißen und unter die Standbohrmaschine legen? Ist da dann noch ausreichend Spiel zum Ausrichten der Führungen?
Idr hast Du pro Loch in alle Richtungen ca. 0,3mm Justagespielraum. Also eins 0,3mm zu weit rechts und eins 0,3mm zu weit links, dann wars das schon. Ich würde mir zumindest eine Hilfskonstruktion bauen, denn bei meiner ersten Fräse hat das nicht gut geklappt und ich habe 3 Schrauben am Schaft dünner drehen müssen. Geht auch.
möderl hat gesagt.:
In der Mitte sind die Profile zumeist sehr gerade und alles geht ohne Überfräsen.
Gruss
Karl
Meine Idee zur Montage der Führungen auf der Profil-Stegfläche:
- Führung auf Profil grob ausrichten
- 1. Loch am Ende körnen, zentrierbohren, bohren, Gewinde schneiden
- Schiene mit Schraube montieren
- Schiene ausrichten und fixieren (der wohl langwierigste Teil)
- nun die Schiene als Bohr- bzw. Körnschablone nutzen und mit Zentrierkörner ankörnen
- zentrieren, bohren, Gewinde schneiden
- Schwüpp di wüpp et voila: Führung fertig - oder habe ich da mit meinem unbedarftem Nichtwissen mal wieder was übersehen?
(Wahrscheinlich könnte man sich einen passenden Zentrierkörner aus einem Stück St37-Rundstahl wohl sogar mal eben selbst drehen - für die paar Klopfer in Alu wird das doch wohl für eine Fräse reichen?!)
Gruß,
Frank
- Führung auf Profil grob ausrichten
- 1. Loch am Ende körnen, zentrierbohren, bohren, Gewinde schneiden
- Schiene mit Schraube montieren
- Schiene ausrichten und fixieren (der wohl langwierigste Teil)
- nun die Schiene als Bohr- bzw. Körnschablone nutzen und mit Zentrierkörner ankörnen
- zentrieren, bohren, Gewinde schneiden
- Schwüpp di wüpp et voila: Führung fertig - oder habe ich da mit meinem unbedarftem Nichtwissen mal wieder was übersehen?
(Wahrscheinlich könnte man sich einen passenden Zentrierkörner aus einem Stück St37-Rundstahl wohl sogar mal eben selbst drehen - für die paar Klopfer in Alu wird das doch wohl für eine Fräse reichen?!)
Gruß,
Frank
Jo - so ähnlich würde ich das auch machen. Erst ein Ende, dann das Andere, dann die Mitte und die restlichen ergeben sich dann.
Man könne eine passende Hülse über den Bohrer schieben (Zwangsführung) oder einen Zentrierbohrer mit richtigem Aussendurchmesser benutzen. Denkbar wäre auch, einfach mit Lochdurchmesser anzubohren und dann den entstehenden Kegel als Mittenführung zu nutzen...
...auf jeden Fall ordentliche Fummelei und mehrmals auseinander und wieder zusammenbauen. Auf der CNC geht sowas in 5 Minuten und passt.
Achja: Es gibt auch Holzbohrer mit 6,5mm AD (für die 25er Schienen). EIne besserer Zentrierung kann man sich nicht wünschen.
Korrektur: Die 25er haben 7mm-Löcher (hatte ich falsch in Erinnerung). Damit ergibt sich auch mehr Spielraum für Toleranzen. 6mm-Schraube um ~5.8-5.9 - d.h.: ~0,6mm Justageraum in alle Richtungen
Man könne eine passende Hülse über den Bohrer schieben (Zwangsführung) oder einen Zentrierbohrer mit richtigem Aussendurchmesser benutzen. Denkbar wäre auch, einfach mit Lochdurchmesser anzubohren und dann den entstehenden Kegel als Mittenführung zu nutzen...
...auf jeden Fall ordentliche Fummelei und mehrmals auseinander und wieder zusammenbauen. Auf der CNC geht sowas in 5 Minuten und passt.
Achja: Es gibt auch Holzbohrer mit 6,5mm AD (für die 25er Schienen). EIne besserer Zentrierung kann man sich nicht wünschen.
Korrektur: Die 25er haben 7mm-Löcher (hatte ich falsch in Erinnerung). Damit ergibt sich auch mehr Spielraum für Toleranzen. 6mm-Schraube um ~5.8-5.9 - d.h.: ~0,6mm Justageraum in alle Richtungen
Zuletzt bearbeitet:
Nur langsam...
Hallo Leute, keine Panik!
Zunächst mal, was ich schreibe ist meine Meinung als Techniker und muss natürlich nicht zu 100 % stimmen (stimmt zumeist nur zu 95 % ;-)). Die genannten Werte stammen natürlich von den von mir verwendeten SBI-Führungen von Romani. Sind echt gute Führungen die auch bei Firmen wie AUDI anerkannt werden (ich muss so denken, da diese Firmen ja auch Fräsen von mir haben und diese Teile ja erst zertifiziert werden müssen).
Hallo Frank, schau einfach mal auf meine FAQ-Seite oben: http://www.ems-moederl.de/ws105.html bezüglich der Befestigung der Führungen am Frästisch. Ein Gewinde in so dünnes Alumaterial eignen sich nicht (Gewindedurchmesser mal 1,5 ist ja vorgeschrieben bei Alumaterial, um ein sicheres Gewinde zu setzen).
Einfach die Führung drauflegen, anzeichnen und dann einen 7 mm Bohrer „durchjagen“. Nach dem Anschrauben ist die Führung sicher gut auszurichten. Spielzeugführungen wie 15 mm Breite oder auch grenzwertig 20 mm Führungen sind dazu natürlich nicht besonders geeignet. Aber 25 mm Führungen sind ideal. Und Karl – es geht – glaub mir…
Hallo Andreas, Du hast alles richtig gemacht – die Profile? – na ja…
Wie schon gesagt, das ist nur meine Meinung und natürlich muss diese Meinung nicht richtig sein. Also behandelt mich bitte als Kollegen und nicht als „Allwissenden“ - das stört mich etwas, in vielen Beiträgen...
Gruß Hermann
Hallo Leute, keine Panik!
Zunächst mal, was ich schreibe ist meine Meinung als Techniker und muss natürlich nicht zu 100 % stimmen (stimmt zumeist nur zu 95 % ;-)). Die genannten Werte stammen natürlich von den von mir verwendeten SBI-Führungen von Romani. Sind echt gute Führungen die auch bei Firmen wie AUDI anerkannt werden (ich muss so denken, da diese Firmen ja auch Fräsen von mir haben und diese Teile ja erst zertifiziert werden müssen).
Hallo Frank, schau einfach mal auf meine FAQ-Seite oben: http://www.ems-moederl.de/ws105.html bezüglich der Befestigung der Führungen am Frästisch. Ein Gewinde in so dünnes Alumaterial eignen sich nicht (Gewindedurchmesser mal 1,5 ist ja vorgeschrieben bei Alumaterial, um ein sicheres Gewinde zu setzen).
Einfach die Führung drauflegen, anzeichnen und dann einen 7 mm Bohrer „durchjagen“. Nach dem Anschrauben ist die Führung sicher gut auszurichten. Spielzeugführungen wie 15 mm Breite oder auch grenzwertig 20 mm Führungen sind dazu natürlich nicht besonders geeignet. Aber 25 mm Führungen sind ideal. Und Karl – es geht – glaub mir…
Hallo Andreas, Du hast alles richtig gemacht – die Profile? – na ja…
Wie schon gesagt, das ist nur meine Meinung und natürlich muss diese Meinung nicht richtig sein. Also behandelt mich bitte als Kollegen und nicht als „Allwissenden“ - das stört mich etwas, in vielen Beiträgen...
Gruß Hermann
Reicht eigentlich eine Bohrung nur durch eine Profilwand bei dem 45x90 schwer, oder muß das Gewinde auch in die gegenüberliegende Seite (also 45mm)?
Bei den Profilen von SMT, Motedis und BSO ist ja mittig auch noch eine leichte Nut, sodaß das Material an dieser Stelle auch noch dünner ist ...
Gruß,
Frank
Bei den Profilen von SMT, Motedis und BSO ist ja mittig auch noch eine leichte Nut, sodaß das Material an dieser Stelle auch noch dünner ist ...
Gruß,
Frank
Hi Hermann,
Deine Meinung weiß man zu schätzen, oder man hasst sie. Ich mache ersteres.
Die 45x90er Profile sind nicht "perfekt", weiß ich. Aber ich habe bis heute noch nicht die Grenze erreicht, an der die Profile sich negativ bemerkbar machen. Meine Kanten vom gefrästen Alu krieg ich hin wie "poliert" (wenn ich möchte) - also alles gut für mich. Ich würde meine neue Fräse auch anders bauen, aber ich kann nur max 80cm in einer Aufspannung überfräsen und einmal "umsspannen" möchte ich nicht - hab die Befürchtung, dass das dann nicht genau genug wird...
Zum Bohren der Löcher für die Führung: Wie wäre es, wenn man sich einfach einen Anlegewinkel an der Standbohrmaschine anbringt? Sollte dann doch "genau" werden damit...
Grüße
Andreas
Deine Meinung weiß man zu schätzen, oder man hasst sie. Ich mache ersteres.
Die 45x90er Profile sind nicht "perfekt", weiß ich. Aber ich habe bis heute noch nicht die Grenze erreicht, an der die Profile sich negativ bemerkbar machen. Meine Kanten vom gefrästen Alu krieg ich hin wie "poliert" (wenn ich möchte) - also alles gut für mich
. Ich würde meine neue Fräse auch anders bauen, aber ich kann nur max 80cm in einer Aufspannung überfräsen und einmal "umsspannen" möchte ich nicht - hab die Befürchtung, dass das dann nicht genau genug wird...Zum Bohren der Löcher für die Führung: Wie wäre es, wenn man sich einfach einen Anlegewinkel an der Standbohrmaschine anbringt? Sollte dann doch "genau" werden damit...
Grüße
Andreas
Zuletzt bearbeitet:
Die Schweißmuttern kommen auf die Einkaufsliste
Wäre ich von allein nie draufgekommen, da ich annehmen würde, dass die Muttern in der zu breiten Nut durchdrehen...
Zu den Schrauben: Der Wagen, welcher die X-Achse mit der Z-Platte verbindet hat ja Flanschen mit Gewinde.
In die Z-Platte müssen Gewinde geschnitten werden, damit der Wagen dort von hinten angeschraubt werden kann.
Muss das Gewinde in die Z-Platte 'synchron' mit den Gewinden in den Flanschen geschnitten werden (geht das überhaupt)?
Wenn ich das einfach nur so schneide, dann kann doch u.U. der Gewindeansatz in der Z-Platte deutlich abweichend von dem Gewindeende im Flansch liegen, sodaß man dann bei einer durchgehenden Schraube dazwischen u.U. einen Leerweg hätte - also den Wagen nicht plan auf die Z-Platte gezogen bekommt.
Ich versuche es mal mit einer Skizze (+ steht für Gewinde-ende/anfang)
...Flanschgewinde
...
..+
+.. Aluplatte
...
...
Ausrichten würde dann wohl auch nicht mehr gehen.
Also Schrauben ohne durchgehendes Gewinde verwenden - und damit das Gewinde im Flanschwagen ohne Funktion lassen?
Braucht man an einigen Stellen überhaupt durchgehendes Gewinde oder ist das alles DIN 912?
Fragen über Fragen, die wahrscheinlich viele für trivial halten.
Gruß,
Frank
Wäre ich von allein nie draufgekommen, da ich annehmen würde, dass die Muttern in der zu breiten Nut durchdrehen...
Zu den Schrauben: Der Wagen, welcher die X-Achse mit der Z-Platte verbindet hat ja Flanschen mit Gewinde.
In die Z-Platte müssen Gewinde geschnitten werden, damit der Wagen dort von hinten angeschraubt werden kann.
Muss das Gewinde in die Z-Platte 'synchron' mit den Gewinden in den Flanschen geschnitten werden (geht das überhaupt)?
Wenn ich das einfach nur so schneide, dann kann doch u.U. der Gewindeansatz in der Z-Platte deutlich abweichend von dem Gewindeende im Flansch liegen, sodaß man dann bei einer durchgehenden Schraube dazwischen u.U. einen Leerweg hätte - also den Wagen nicht plan auf die Z-Platte gezogen bekommt.
Ich versuche es mal mit einer Skizze (+ steht für Gewinde-ende/anfang)
...Flanschgewinde
...
..+
+.. Aluplatte
...
...
Ausrichten würde dann wohl auch nicht mehr gehen.
Also Schrauben ohne durchgehendes Gewinde verwenden - und damit das Gewinde im Flanschwagen ohne Funktion lassen?
Braucht man an einigen Stellen überhaupt durchgehendes Gewinde oder ist das alles DIN 912?
Fragen über Fragen, die wahrscheinlich viele für trivial halten.
Gruß,
Frank
Zu den Schrauben: Der Wagen, welcher die X-Achse mit der Z-Platte verbindet hat ja Flanschen mit Gewinde.
In die Z-Platte müssen Gewinde geschnitten werden, damit der Wagen dort von hinten angeschraubt werden kann.
Muss das Gewinde in die Z-Platte 'synchron' mit den Gewinden in den Flanschen geschnitten werden (geht das überhaupt)?
Wenn ich das einfach nur so schneide, dann kann doch u.U. der Gewindeansatz in der Z-Platte deutlich abweichend von dem Gewindeende im Flansch liegen, sodaß man dann bei einer durchgehenden Schraube dazwischen u.U. einen Leerweg hätte - also den Wagen nicht plan auf die Z-Platte gezogen bekommt.
Ich versuche es mal mit einer Skizze (+ steht für Gewinde-ende/anfang)
...Flanschgewinde
...
..+
+.. Aluplatte
...
...
Ausrichten würde dann wohl auch nicht mehr gehen.
Also Schrauben ohne durchgehendes Gewinde verwenden - und damit das Gewinde im Flanschwagen ohne Funktion lassen?
Braucht man an einigen Stellen überhaupt durchgehendes Gewinde oder ist das alles DIN 912?
In die Z-Platte müssen Gewinde geschnitten werden, damit der Wagen dort von hinten angeschraubt werden kann.
Muss das Gewinde in die Z-Platte 'synchron' mit den Gewinden in den Flanschen geschnitten werden (geht das überhaupt)?
Wenn ich das einfach nur so schneide, dann kann doch u.U. der Gewindeansatz in der Z-Platte deutlich abweichend von dem Gewindeende im Flansch liegen, sodaß man dann bei einer durchgehenden Schraube dazwischen u.U. einen Leerweg hätte - also den Wagen nicht plan auf die Z-Platte gezogen bekommt.
Ich versuche es mal mit einer Skizze (+ steht für Gewinde-ende/anfang)
...Flanschgewinde
...
..+
+.. Aluplatte
...
...
Ausrichten würde dann wohl auch nicht mehr gehen.
Also Schrauben ohne durchgehendes Gewinde verwenden - und damit das Gewinde im Flanschwagen ohne Funktion lassen?
Braucht man an einigen Stellen überhaupt durchgehendes Gewinde oder ist das alles DIN 912?
ich hab einfach M8 Schrauben von hinten durch den Flanschwagen gesteckt und nur in der Aluplatte verschraubt (mit Vcoil-Einsätzen). Ist alles DIN912. Das Gewinde der Flanschwagen nutze ich nicht.
Idee zur Montage der Schienen auf den Profilen: könnte man sich nicht auch eine Metalleiste entsprechend bohren, mit Gewinden versehen und von "hinten" in das Profil einführen? Dann entfällt das Einfädeln der einzelnen Muttern...
Ansonsten kann ich auch nur sagen: Wenn Du nicht das allerletzte % an Leistung rausholen willst, kannst Du getrost die Schienen auf die Nuten setzen. Schaue Dir meine Fräse an. Funktioniert so auch super (auch wenns anders besser ist) und ich "wühle" auch mit 6mm Fräsern in Alu rum...mehr brauch ich einfach nicht. Ist einfach nur mal meine praktische Erfahrung mit meiner Fräse...
Grüße
ahhk
Hallo ahhk, so eine Leiste ist natürlich ideal, aber sehr schwer herzustellen. Da muss der Abstand und alles sehr genau passen. Und dann noch die vielen Gewinde… Lieber mit Muttern…
Das mit den M8 Schrauben zum Befestigen des Wagens mache ich ja auch so, aber diese werden direkt ins Alu geschraubt. Aber F1 und F2 treffen genau den richtigen Punkt.

Gruß Hermann
Das mit den M8 Schrauben zum Befestigen des Wagens mache ich ja auch so, aber diese werden direkt ins Alu geschraubt. Aber F1 und F2 treffen genau den richtigen Punkt.
Gruß Hermann
Zuletzt bearbeitet:
Einige in diesem Forum neigen auch stark zu übertreiben mit der Pingeligkeit. Natürlich ist stabiler und präziser besser , nur man sollte auch auf dem Teppich bleiben.
Gruß Ralf
Gruß Ralf
Hier ein paar Bilder meiner Fräse. Mittlerweile sind 2 45x45 Profile als Verteifung hinterm Portalbalken dazugekommen:


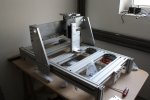


So wie sie da zu sehen ist, fräst sie problemlos mit 6mm in Alu usw....Tisch ist 100cm x 600 cm...Fräsfläche ca 80x50cm...
Aber lasst uns beim Thema bleiben und nicht abschweifen.
Grüße
ahhk
 Anhang anzeigen 87461
Anhang anzeigen 87461
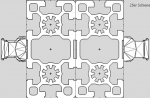
Ich habe mir das vorhin mal 'aufgesketchuped'.
Bei der bestehenden Nut in der Profilmitte haben die 20er und 25er Schienen außen kaum Auflagefläche.
Ohne Überfräsung kommt da wohl nur die 15er Führung in Frage - die müsste eigentlich von den Abmessungen in die mittige Nut genau hineinpassen.
In den Datenblättern finde ich keine Angaben zur Nutbreite und meine CAD-Daten sagen 17mm breit.
Für eine 20er / 25er Führung müsste man die Nut wohl breiter fräsen.
Macht ohne Ausfräsung die Montage auf der Mitte für eine 20er/25er Sinn, oder reicht auch eine 15er Führung mit 2 kurzen Wagen je Portalseite?
Gruß,
Frank
Anhang anzeigen 87463
Anhang anzeigen 87461
Anhang anzeigen 87462
Ich habe mir das vorhin mal 'aufgesketchuped'.
Bei der bestehenden Nut in der Profilmitte haben die 20er und 25er Schienen außen kaum Auflagefläche.
Ohne Überfräsung kommt da wohl nur die 15er Führung in Frage - die müsste eigentlich von den Abmessungen in die mittige Nut genau hineinpassen.
In den Datenblättern finde ich keine Angaben zur Nutbreite und meine CAD-Daten sagen 17mm breit.
Für eine 20er / 25er Führung müsste man die Nut wohl breiter fräsen.
Macht ohne Ausfräsung die Montage auf der Mitte für eine 20er/25er Sinn, oder reicht auch eine 15er Führung mit 2 kurzen Wagen je Portalseite?
Gruß,
Frank
Ich habe mir das vorhin mal 'aufgesketchuped'.
Bei der bestehenden Nut in der Profilmitte haben die 20er und 25er Schienen außen kaum Auflagefläche.
Ohne Überfräsung kommt da wohl nur die 15er Führung in Frage - die müsste eigentlich von den Abmessungen in die mittige Nut genau hineinpassen.
In den Datenblättern finde ich keine Angaben zur Nutbreite und meine CAD-Daten sagen 17mm breit.
Für eine 20er / 25er Führung müsste man die Nut wohl breiter fräsen.
Macht ohne Ausfräsung die Montage auf der Mitte für eine 20er/25er Sinn, oder reicht auch eine 15er Führung mit 2 kurzen Wagen je Portalseite?
Gruß,
Frank
Grüße
Andreas

