
PETG besser als ABS oder PLA?
- Themenstarter efliege
- Beginndatum
Stimmt, hatte ich gar nicht auf dem Radar.
EDIT: Das Kilo geht für 18,99 ohne Tax über den Tisch: http://reprapworld.com/?products_details&products_id/946/cPath/1590_1678
EDIT: Das Kilo geht für 18,99 ohne Tax über den Tisch: http://reprapworld.com/?products_details&products_id/946/cPath/1590_1678
Zuletzt bearbeitet:
Also heut morgen mal kurz PETG ohne Heizbett getestet. Die Ecken sind hochgegangen. Hab allerdings auf der Dauerdruckplatte gedruckt. KA ob es sich auf Glas/Bluetape/Prittstift oder so anders verhält. Will ich auch nicht testen da ich jedesmal neu Leveln muss wenn ich von Dauerdruckplatte auf Glas tausche.
Also heut morgen mal kurz PETG ohne Heizbett getestet. Die Ecken sind hochgegangen. Hab allerdings auf der Dauerdruckplatte gedruckt. KA ob es sich auf Glas/Bluetape/Prittstift oder so anders verhält. Will ich auch nicht testen da ich jedesmal neu Leveln muss wenn ich von Dauerdruckplatte auf Glas tausche.
Gibt's eine gute Quelle für PETG Samples? Möchte das gerne in meinem HK Mini Fabrikator testen, bin aber nicht sicher ob es ohne Heizbett was wird, und der E3D Lite Extruder ist auch nur bis 245° freigegeben wegen der Teflonzuführung... würde also gerne sichergehen dass es druckbar ist, bevor ich mir eine ganze Rolle kaufe.
Ich hab letzte Woche mal das REAL PETG auf dem kleinen probiert.
Bei 227° War die Layerhaftung recht bescheiden, denke das war noch zu kalt.
Problem ist das die Firmware des Fab Mini per Default ab 230° in den Notaus geht. Kein PRoblem das zu ändern, aber wie viel hält das Hotend denn aus? Hat da jemand Erfahrung?
Sollten 245° gehen wie beim original E3D Lite?
Bei 227° War die Layerhaftung recht bescheiden, denke das war noch zu kalt.
Problem ist das die Firmware des Fab Mini per Default ab 230° in den Notaus geht. Kein PRoblem das zu ändern, aber wie viel hält das Hotend denn aus? Hat da jemand Erfahrung?
Sollten 245° gehen wie beim original E3D Lite?
Da in der Heatbreak ein PTFE Schlauch ist gehen max 245°C. Das PETG von Real geht bei mir schon sehr gut bei 230°C. Benutze ein E3D Lite was ich zu einem E3D v6 Full umgebaut habe. Kann ich übrigens jedem nur empfehlen. Kauft euch ein Heatbreak ohne PTFE Schlauch...Dann sollte der E3D Clone eigentlich recht gut laufen.
Hier z.B.
https://youprintin3d.de/hotendszubehoer/zubehoerersatzteile/343/v6-heat-break-1.75mm.html
oder hier
http://reprapworld.com/?products_details&products_id/654/cPath/1616_1671_1690_1691#.VgjeCnXtlBc
Oder wer es ganz billig will bei Aliexpress aus China...
Hier z.B.
https://youprintin3d.de/hotendszubehoer/zubehoerersatzteile/343/v6-heat-break-1.75mm.html
oder hier
http://reprapworld.com/?products_details&products_id/654/cPath/1616_1671_1690_1691#.VgjeCnXtlBc
Oder wer es ganz billig will bei Aliexpress aus China...
Ah jetzt fällts mir wieder ein, hab den Kühlkörper und das Heatbreak geholt. Kostete alles zusammen immernoch weniger als ein Full v6 und hab jetzt noch ein halbes Lite hier liegen was ich demnächst auch wieder zusammenbastel.
Aber die Clones mit Original Heatbreak sollten eigentlich auch gut gehen. Das Heatbreak ist das am schwersten ordentlich herzustellende am e3d v6.
Aber die Clones mit Original Heatbreak sollten eigentlich auch gut gehen. Das Heatbreak ist das am schwersten ordentlich herzustellende am e3d v6.
Habe 2 Lite6 und eine originale Heatbreak hier, werd ich auch noch versuchen mit einem Clone + original Heatbreak. Dabei muss man jedoch aufpassen das man auch einen Clone mit M6 am Heizblock und M7 am Kühlkörper bekommt. Oft sind die Clones durchgehend M6.
Jedoch hab ich auch schon gehört dass die Clone Heatbreak mit Inliner bei PLA besser funktionieren soll wie die E3D.
Jedoch hab ich auch schon gehört dass die Clone Heatbreak mit Inliner bei PLA besser funktionieren soll wie die E3D.


Hat jemand schonmal rausgefunden, wie man vermeidet, dass sich immer mal wieder PETG an der Nozzle sammelt? Bei mir passiert das, wenn sich das infil nicht richtig an die Hülle legt, dann klebt es sofort an der nozzle fest... auch vor dem druck sammelt sich der "Ooze" direkt an der Nozzle, statt herunter zu laufen.
Das ist die PETG Problematik die Hersteller A mehr betrifft als Hersteller B.
Vielleicht auch das Modell des Hotends.
Mit dem Extrudr.eu Filament habe ich damit so gut wie keine Probleme. Mit dem eSun streckenweise schon. Temperatur erhöhen hat hier ein wenig geholfen, aber generell neigt es eher zum pappen als das Extrudr.eu PETG.
Die Woche bekomme ich REAL PETG.
Mal sehen wie sich das verhält.
Kann hier nicht jemand die Nozzles nanobeschichten???")
Wie bei der Autoscheibe
Vielleicht auch das Modell des Hotends.
Mit dem Extrudr.eu Filament habe ich damit so gut wie keine Probleme. Mit dem eSun streckenweise schon. Temperatur erhöhen hat hier ein wenig geholfen, aber generell neigt es eher zum pappen als das Extrudr.eu PETG.
Die Woche bekomme ich REAL PETG.
Mal sehen wie sich das verhält.
Kann hier nicht jemand die Nozzles nanobeschichten???
Wie bei der Autoscheibe
3DPSP Filament
Möchte euch mal kurz meine Erfahrungen mit der PETG-Probe von 3DPSP (https://www.3dpsp.de/) mitteilen.
Da der Shop erst in Kürze online geht, müsst ihr euch vorerst hiermit begnügen: http://forums.reprap.org/read.php?335,558187
Die Probe kam gut verpackt und unbeschadet bei mir an, natürlich Vakuumverpackt mit Silica-Gel.
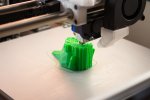
Auffällig ist erst mal die deckende Farbe (in meinem Fall "Solid Green"), davon gibts bei PETG ja noch nicht so viel.
Zum Test habe ich diesen T-Rex gedruckt: http://www.thingiverse.com/thing:913069
Druckeinstellungen:
Hotend: 230/245°C
PEI DDP: 90/75°C
Layherhöhe 0.195mm
Druckgeschwindigkeit 30-80mm/s
Das Material verhält sich sehr "kooperativ".
Im vergleich zu meinem anderen PETG (esun und extrudr.eu) neigt es nur sehr minimal zum Fäden ziehen.
Das Supportmaterial (von S3D) lässt sich einfach lösen.
Es hält sehr fest auf der Alu-PEI Druckplatte.
Die Layerhaftung ist wie bei PETG gewohnt natürlich sehr gut.
Von mir gibts eine Empfehlung


Möchte euch mal kurz meine Erfahrungen mit der PETG-Probe von 3DPSP (https://www.3dpsp.de/) mitteilen.
Da der Shop erst in Kürze online geht, müsst ihr euch vorerst hiermit begnügen: http://forums.reprap.org/read.php?335,558187
Die Probe kam gut verpackt und unbeschadet bei mir an, natürlich Vakuumverpackt mit Silica-Gel.
Auffällig ist erst mal die deckende Farbe (in meinem Fall "Solid Green"), davon gibts bei PETG ja noch nicht so viel.
Zum Test habe ich diesen T-Rex gedruckt: http://www.thingiverse.com/thing:913069
Druckeinstellungen:
Hotend: 230/245°C
PEI DDP: 90/75°C
Layherhöhe 0.195mm
Druckgeschwindigkeit 30-80mm/s
Das Material verhält sich sehr "kooperativ".
Im vergleich zu meinem anderen PETG (esun und extrudr.eu) neigt es nur sehr minimal zum Fäden ziehen.
Das Supportmaterial (von S3D) lässt sich einfach lösen.
Es hält sehr fest auf der Alu-PEI Druckplatte.
Die Layerhaftung ist wie bei PETG gewohnt natürlich sehr gut.
Von mir gibts eine Empfehlung

