Ich habe keine Ahnung was Ihr da warum immer von Rolle zu Rolle kalibrieren müsst...? Ich habe einmal in meinem Simplify3D Slicer u.a. die PETG Flowrate festgelegt und das funktioniert für verschiedene PETG Filamente und Geschwindigkeiten - spielen tue ich dann ggf. nochmal je nach Druckjob mit der Anzahl der Perimeter und der Infill-Rate. Wenn ich im Druck sehe, dass eventuell mal etwas mehr oder weniger Filament gefördert werden sollte, regel ich das on the fly plus/minus 5% über meine PI/Octoprint.
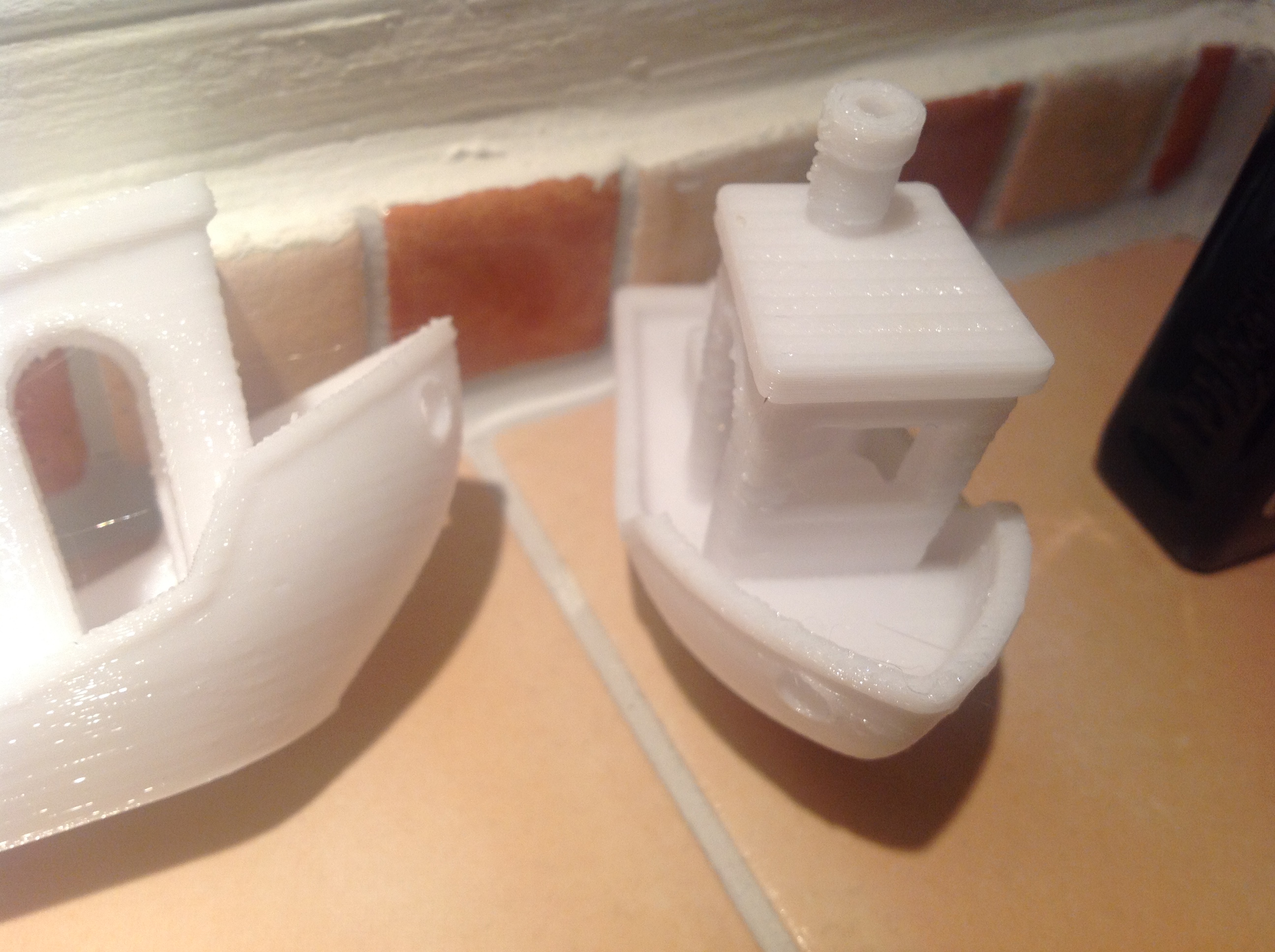
Ich muss nun nur nochmal meine Filamentlüftung optimieren - nur ein Lüfter von einer Seite ist nicht optimal - Das Ergebnis auf der Lüfter abgewandten Seite bei größeren Überhängen würde sich deutlich verbessern - habe hier schon meinen Mod. liegen und gedruckt - muss das nur noch zusammenfriemeln.
Ich muss nun nur nochmal meine Filamentlüftung optimieren - nur ein Lüfter von einer Seite ist nicht optimal - Das Ergebnis auf der Lüfter abgewandten Seite bei größeren Überhängen würde sich deutlich verbessern - habe hier schon meinen Mod. liegen und gedruckt - muss das nur noch zusammenfriemeln.
")