
PETG besser als ABS oder PLA?
- Themenstarter efliege
- Beginndatum

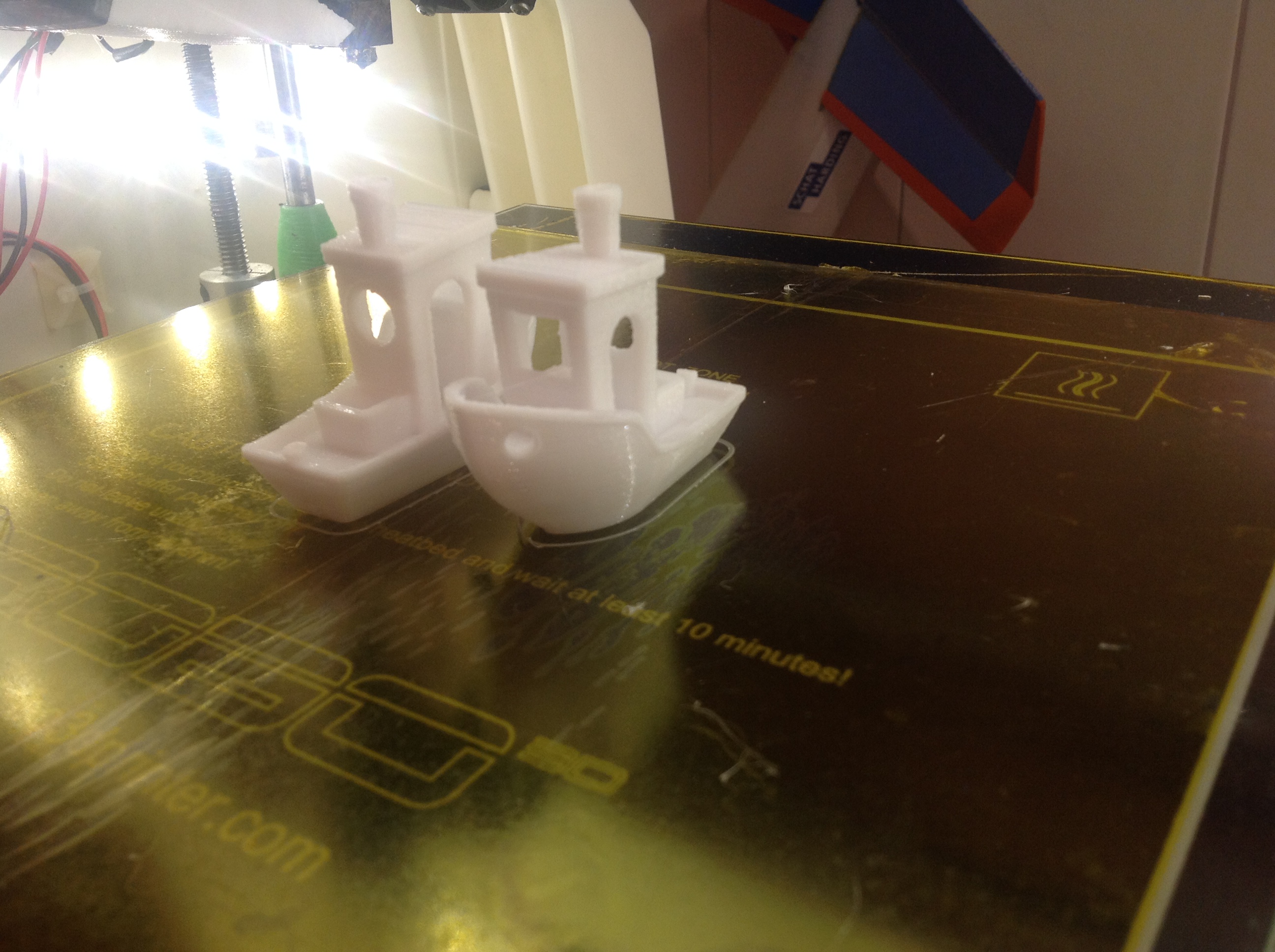
So, ich hab da mal noch ein paar Tests gemacht. Alles Drucke sind mit 0,3mm gedruckt.
Dieser Test ist mit dem blauen REAL PETG gemacht und 100% Filamentextrusion:



Zeitraffer Video:
[video=youtube;E1ly459W9HQ]https://www.youtube.com/watch?v=E1ly459W9HQ[/video]
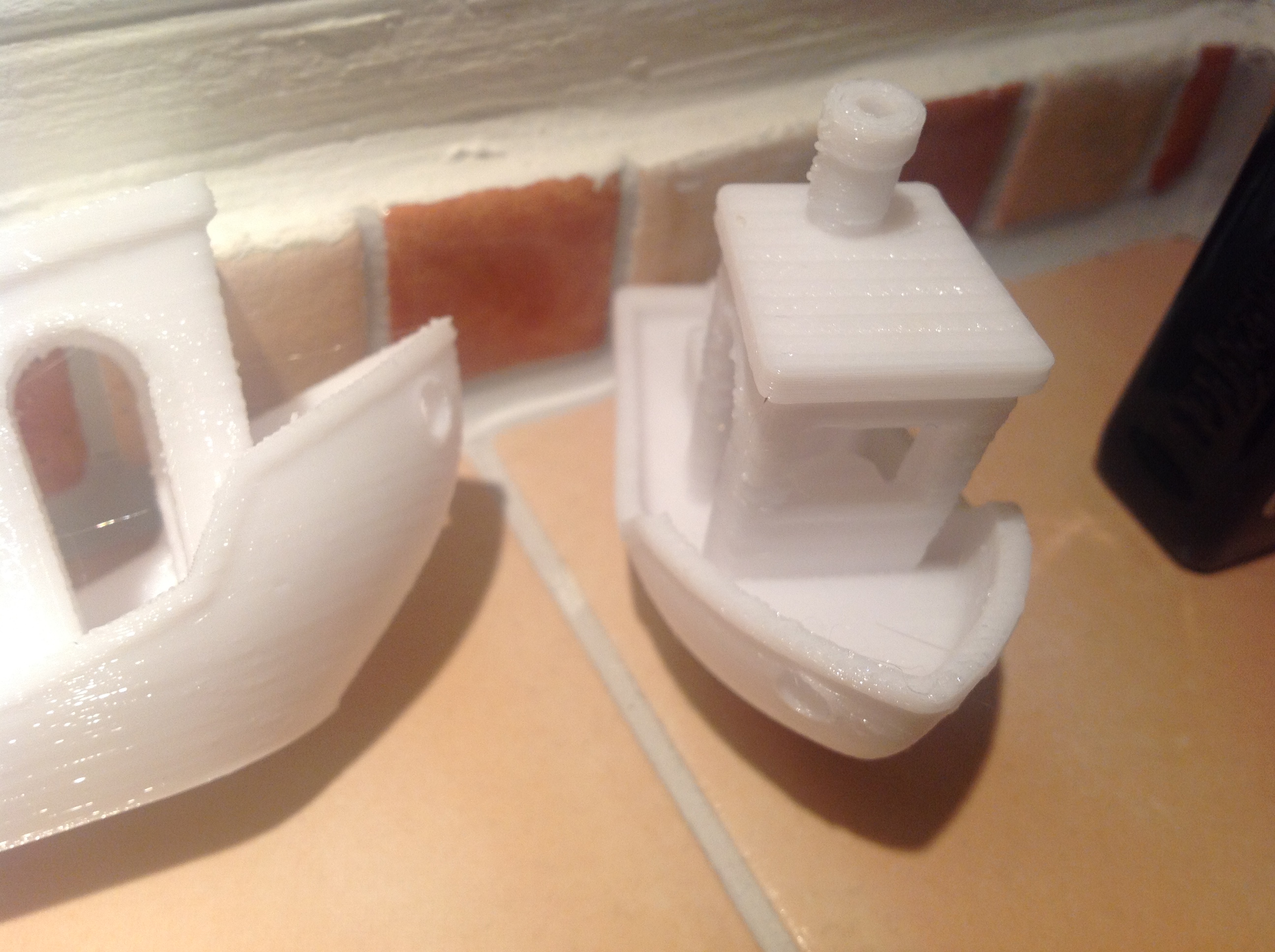
Man sieht das der Druck nicht all zu sauber ist. Gleichzeitg sich die Gehäüsebefestigungsnasen zu breit geworden, so dass sich das Kameragehäuse nicht ohne Gewalt mit dem Floater zusammenfügen lässt.
-----------------------------------------------------------------
Der gleiche Druck noch einmal mit 80% Filamentextrusion:



Zeitraffer Video (leider am Ende abgehakt):
[video]https://youtu.be/9Zkox15leBs[/video]
Deutlich besseres Ergebnis und logischerweise auch leichter mit diesen Einstellungen und überhaupt keine Blobbildung an der Nozzle.
-----------------------------------------------------------------------------
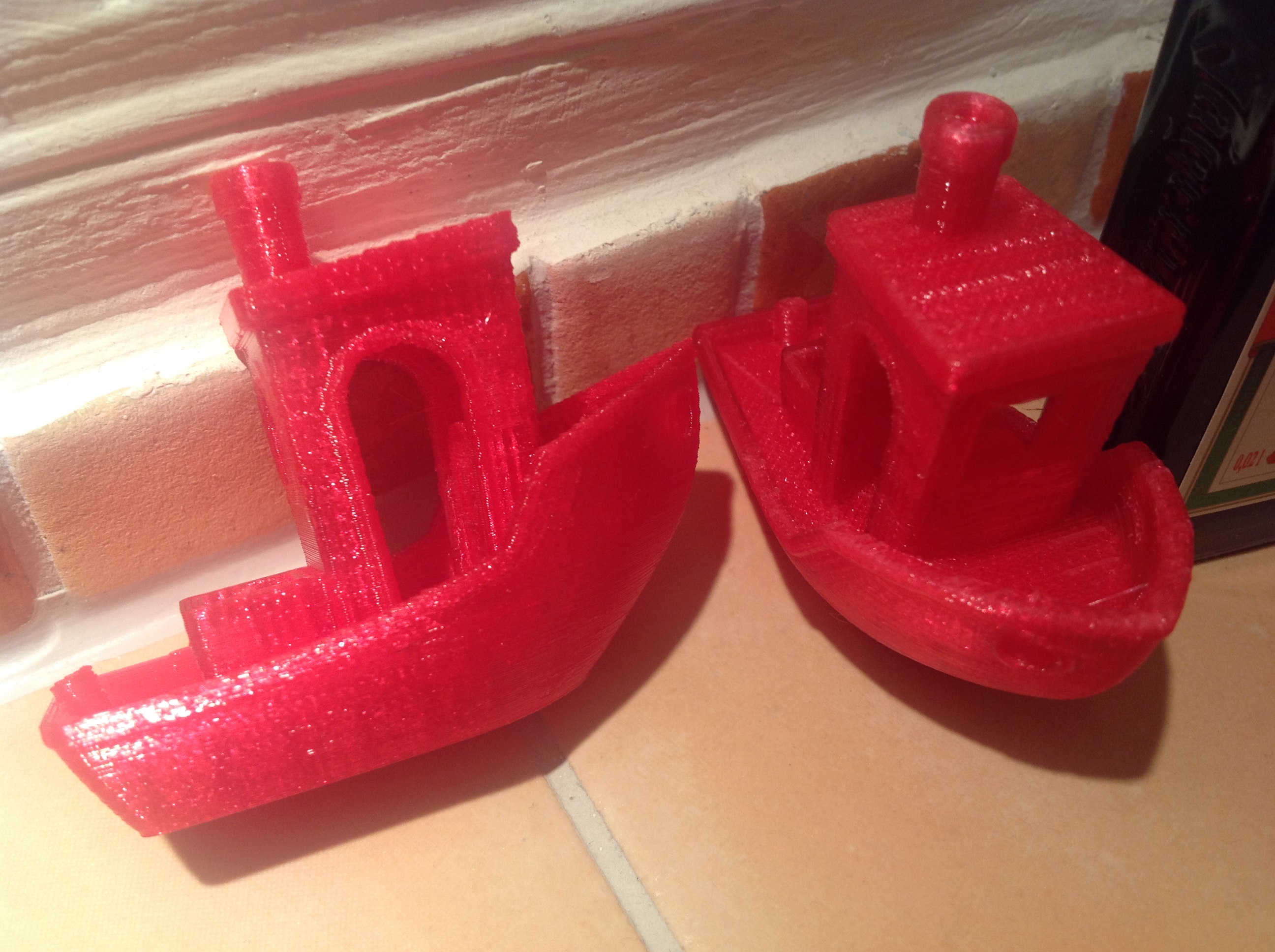
Nun das gleiche noch einmal, also 80% Filamentextrusion und das rote PETG von REAL.



Zeitraffer Video:
[video]https://youtu.be/a6Ai4vdqxLI[/video]
Man möchte meinen, dass man bei den letzten beiden Versuchen gleiche Ergebnisse erzielen müsste.
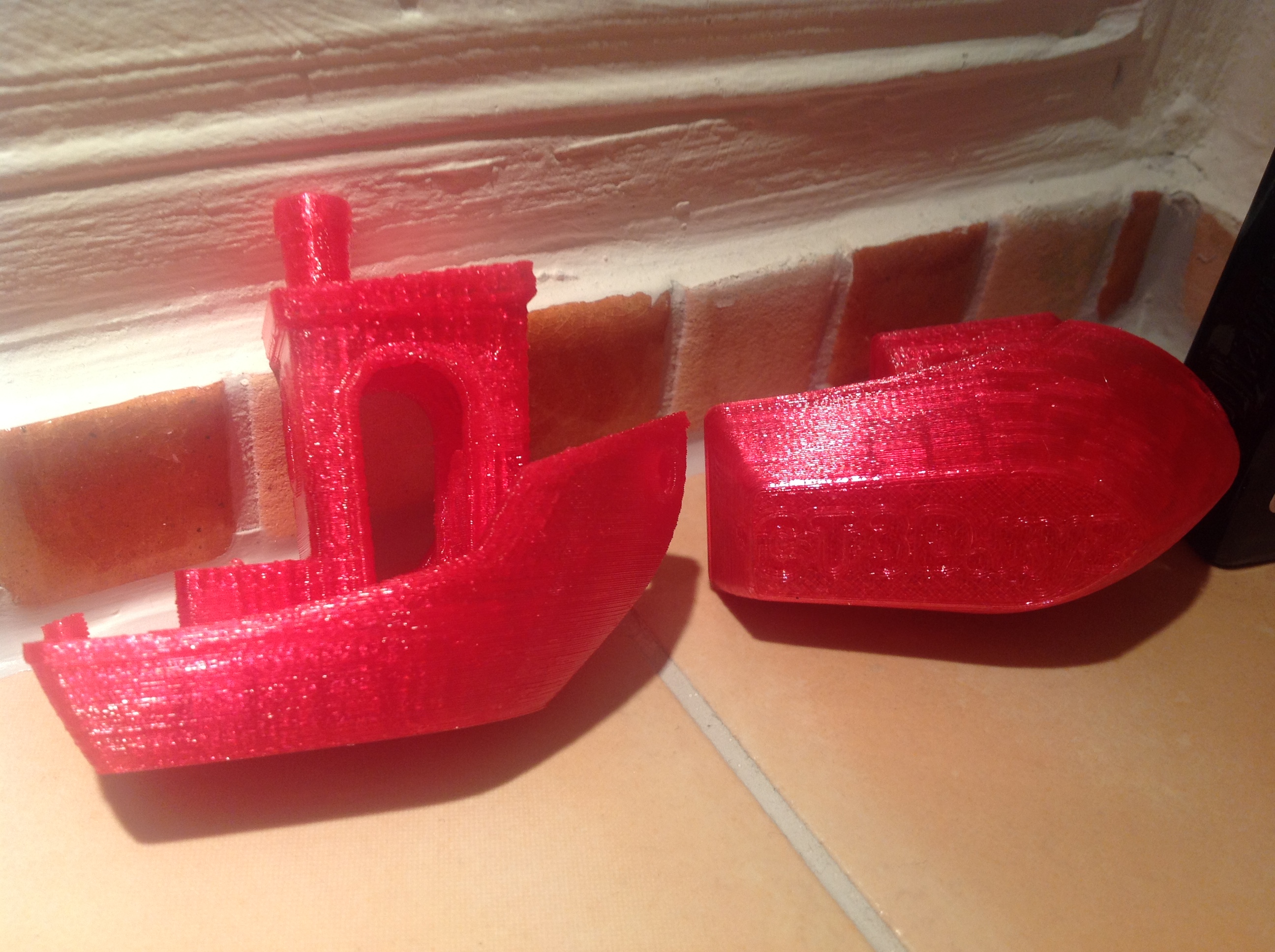
Wie man anhand des Gewichts sieht, ist das Stück ein wenig schwerer als das mit dem blauen PETG. An der Nozzle ist ein kleiner Filamentblob gewesen, aber nicht wirklich viel. Dennoch hat sich das Filament anders gedruckt als das blaue. Bei dem blauen wurden die bottom solid Layers astrein und sauber gedruckt. Mit dem roten haben sich Filamentklumpen gebildet, die sich jedoch dann im weiteren Druckverlauf durch Reduzierung der Druckgeschwindigkeit von 60mm/s auf 30mm/s verteilt haben.
Also, ein weiterer Beweis dafür das sogar bei verschiedenen Filamentfarben ein und desselben Herstellers Unterschiede (für mich recht deutliche) vorkommen können und dadurch eine einmalige Einstellungen für jede Filamentrolle sinnvoll sein kann.
Außerdem, sorgt für eine optimale Filamentextrusionsmenge, macht das Leben leichter ;-)

Dieser Test ist mit dem blauen REAL PETG gemacht und 100% Filamentextrusion:
Zeitraffer Video:
[video=youtube;E1ly459W9HQ]https://www.youtube.com/watch?v=E1ly459W9HQ[/video]
Man sieht das der Druck nicht all zu sauber ist. Gleichzeitg sich die Gehäüsebefestigungsnasen zu breit geworden, so dass sich das Kameragehäuse nicht ohne Gewalt mit dem Floater zusammenfügen lässt.
-----------------------------------------------------------------
Der gleiche Druck noch einmal mit 80% Filamentextrusion:
Zeitraffer Video (leider am Ende abgehakt):
[video]https://youtu.be/9Zkox15leBs[/video]
Deutlich besseres Ergebnis und logischerweise auch leichter mit diesen Einstellungen und überhaupt keine Blobbildung an der Nozzle.
-----------------------------------------------------------------------------
Nun das gleiche noch einmal, also 80% Filamentextrusion und das rote PETG von REAL.
Zeitraffer Video:
[video]https://youtu.be/a6Ai4vdqxLI[/video]
Man möchte meinen, dass man bei den letzten beiden Versuchen gleiche Ergebnisse erzielen müsste.
Wie man anhand des Gewichts sieht, ist das Stück ein wenig schwerer als das mit dem blauen PETG. An der Nozzle ist ein kleiner Filamentblob gewesen, aber nicht wirklich viel. Dennoch hat sich das Filament anders gedruckt als das blaue. Bei dem blauen wurden die bottom solid Layers astrein und sauber gedruckt. Mit dem roten haben sich Filamentklumpen gebildet, die sich jedoch dann im weiteren Druckverlauf durch Reduzierung der Druckgeschwindigkeit von 60mm/s auf 30mm/s verteilt haben.
Also, ein weiterer Beweis dafür das sogar bei verschiedenen Filamentfarben ein und desselben Herstellers Unterschiede (für mich recht deutliche) vorkommen können und dadurch eine einmalige Einstellungen für jede Filamentrolle sinnvoll sein kann.
Außerdem, sorgt für eine optimale Filamentextrusionsmenge, macht das Leben leichter ;-)
Zuletzt bearbeitet:
Schaut Doch gut aus! Hauptsache Du hast auch für meinen GoPro Floaty ein Like und Bild auf ThingIverse hinterlassen")
Habe den damals noch in Schwarz mit dem Winbo Filament gedruckt.
Drucke gerade nochmal das gleiche GFile 3DBenchy von Gestern mit Magenta Esun Filament und dann nochmal mit dem Schwarzen Winbo Filament - bin gespannt ob die unterschiedlichen Filamente bei absolut gleicher Einstellung wirklich so unterschiedlich performen...
Ich glaube bei Deinem Druck(er) würde es auch helfen, die Lüfter/den Luftstrom über eine Düse wesentlich dichter an die Nozzele zu bringen...gerade ab dem zweiten Layer Vollgas Luft hilft nun bei mir ungemein gegen Stringing und Klumpenbildung und für wesentlich besseres Bridging...
Habe den damals noch in Schwarz mit dem Winbo Filament gedruckt.
Drucke gerade nochmal das gleiche GFile 3DBenchy von Gestern mit Magenta Esun Filament und dann nochmal mit dem Schwarzen Winbo Filament - bin gespannt ob die unterschiedlichen Filamente bei absolut gleicher Einstellung wirklich so unterschiedlich performen...
Ich glaube bei Deinem Druck(er) würde es auch helfen, die Lüfter/den Luftstrom über eine Düse wesentlich dichter an die Nozzele zu bringen...gerade ab dem zweiten Layer Vollgas Luft hilft nun bei mir ungemein gegen Stringing und Klumpenbildung und für wesentlich besseres Bridging...
Zuletzt bearbeitet:
Hi Leute,
esun hat jetzt endlich auch opaques PETG Filament!
http://www.esun3d.net/product.aspx?TypeId=29
Das rote scheint ein schönes, kräftiges Rot zu sein.
Hoffentlich bietet es bald ein Händler auch für ca. 23 € in Europa an.
BG, Elton
esun hat jetzt endlich auch opaques PETG Filament!
http://www.esun3d.net/product.aspx?TypeId=29
Das rote scheint ein schönes, kräftiges Rot zu sein.
Hoffentlich bietet es bald ein Händler auch für ca. 23 € in Europa an.
BG, Elton
Ich stelle morgen mal meinen 3DBenchy ein. Das sieht irgendwie anders aus (besser). Hatte auch vorher noch meinen zweiten Filament/Nozzle-Lüfter installiert.
Kann es sein, das Du auch gewaltig Z-Ribbing hast...? Klick
Hier ist er - mit dem Synergy 21 PETG weiss gedruckt - klick.
Nun auch mit einem zweiten Lüfter gedruckt -
Simplify 3D 20% Infill, 3 Outline Perimeter, 7 solid Top Layer und 4 solid Bottom Layer.
40mm/sek., cooling 100% ab dem 2. Layer, 235 Grad Celsius - gemessen ca, 225 Grad Celsius, Bett 95 Grad mit Haarspray


[video=youtube;nLyTGyRsfno]https://www.youtube.com/watch?v=nLyTGyRsfno[/video]
Kann es sein, das Du auch gewaltig Z-Ribbing hast...? Klick
Hier ist er - mit dem Synergy 21 PETG weiss gedruckt - klick.
Nun auch mit einem zweiten Lüfter gedruckt -
Simplify 3D 20% Infill, 3 Outline Perimeter, 7 solid Top Layer und 4 solid Bottom Layer.
40mm/sek., cooling 100% ab dem 2. Layer, 235 Grad Celsius - gemessen ca, 225 Grad Celsius, Bett 95 Grad mit Haarspray
[video=youtube;nLyTGyRsfno]https://www.youtube.com/watch?v=nLyTGyRsfno[/video]
Einen Ticken besser am Schornstein, aber nicht erwähnenswert.
Drucke gerade das gleiche nochmal mit dem schwarzen WINBO PETG - eindrittel ist durch - so wie es ausschaut, kommt es genauso gut raus. Meine Empfehlung nun für PETG generell: So viel Luft/Wind wie möglich von Allen Seiten, so dicht wie möglich, an die Düse/das Bauteil, vermindert/eliminiert weitestgehend Stringing, Blobbing und optimiert das Bridging....und Warping nicht erkennbar.

[video=youtube;nm3y2LRt6Po]https://www.youtube.com/watch?v=nm3y2LRt6Po[/video]
Zuletzt bearbeitet:
Warum eigentlich 7 top Layer?
Gerade bei geringen Infill Raten <50% hatte ich entsprechende Probleme... auch beim Infill selber.
Gerade da zog die Düse of PETG mit, bzw. sammelte das über die Zeit ein und legte gerne dann mal einige "schwarze verbrannte" Popel ab...
Zuletzt bearbeitet:
Ich finde gerade PETG macht die schönsten Überhänge überhaupt. Mehr als 4 top Layer sollten normalerweise niemals nötig sein (bei Infill kleiner als 20%), ansonsten würde ich mich auf die Fehlersuche begeben. Aber wenn es jetzt mit deiner neuen Lüftung funktioniert ist ja alles gut. Musste nur erst kurz schlucken als ich die 7 gesehen habe.
Mehr als 4 top Layer sollten normalerweise niemals nötig sein (bei Infill kleiner als 20%), ansonsten würde ich mich auf die Fehlersuche begeben. Aber wenn es jetzt mit deiner neuen Lüftung funktioniert ist ja alles gut. Musste nur erst kurz schlucken als ich die 7 gesehen habe. Ich habe gerade mitbekommen, wie das Dach/Bridging vom 3DBenchy gedruckt wurde - mir blieb da echt die Spucke weg...
Bridging, was vor dem Lüfter Mod echt immer absolut mies war (nicht nur bei Petg) - die ersten Layer mehr oder weniger ein durchhängendes Filamentknäuel, nun direkt jede einzelne Bahn gerade, glatt, eben und ohne Abrisse - Hammer der Unterschied!
Das werde ich nochmal extra dokumentieren/filmen...
Hätte nicht gedacht, dass die Kühlung bei bestimmten Drucken so viel ausmacht...
Bridging, was vor dem Lüfter Mod echt immer absolut mies war (nicht nur bei Petg) - die ersten Layer mehr oder weniger ein durchhängendes Filamentknäuel, nun direkt jede einzelne Bahn gerade, glatt, eben und ohne Abrisse - Hammer der Unterschied!
Das werde ich nochmal extra dokumentieren/filmen...
Hätte nicht gedacht, dass die Kühlung bei bestimmten Drucken so viel ausmacht...



Schaut Doch gut aus! Hauptsache Du hast auch für meinen GoPro Floaty ein Like und Bild auf ThingIverse hinterlassen
Habe den damals noch in Schwarz mit dem Winbo Filament gedruckt.
Drucke gerade nochmal das gleiche GFile 3DBenchy von Gestern mit Magenta Esun Filament und dann nochmal mit dem Schwarzen Winbo Filament - bin gespannt ob die unterschiedlichen Filamente bei absolut gleicher Einstellung wirklich so unterschiedlich performen...
Ich glaube bei Deinem Druck(er) würde es auch helfen, die Lüfter/den Luftstrom über eine Düse wesentlich dichter an die Nozzele zu bringen...gerade ab dem zweiten Layer Vollgas Luft hilft nun bei mir ungemein gegen Stringing und Klumpenbildung und für wesentlich besseres Bridging...
Habe den damals noch in Schwarz mit dem Winbo Filament gedruckt.
Drucke gerade nochmal das gleiche GFile 3DBenchy von Gestern mit Magenta Esun Filament und dann nochmal mit dem Schwarzen Winbo Filament - bin gespannt ob die unterschiedlichen Filamente bei absolut gleicher Einstellung wirklich so unterschiedlich performen...
Ich glaube bei Deinem Druck(er) würde es auch helfen, die Lüfter/den Luftstrom über eine Düse wesentlich dichter an die Nozzele zu bringen...gerade ab dem zweiten Layer Vollgas Luft hilft nun bei mir ungemein gegen Stringing und Klumpenbildung und für wesentlich besseres Bridging...
Bezüglich der Filamentkühlung habe ich da 2 Probleme. Derzeit verwende ich (wieder) den Filamentlüfter v1 von Samella => blässt relativ breitflächig und unpräszise. Daraufhin habe ich eine andere Filamentlüfter von Thingiverse getestet, die Spitz zulaufend sind und direkt zur Nozzle gehen sollten oder auch 2 kreisförmige, die sich um das Hotend legen sollten.
Bei den verschiedenen Tests hatte ich zum einen das Problem, dass der Luftauslass ein Stück zu hoch war und die Luft daher eher gegen den Heizbblock, statt gegen die Nozzle geblasen hat. Das zweite Problem, welches warscheinlich durch das erste Problem hervorgerufen wurde war, dass die Temperatur des Hotends bei 100% Lüftergeschwindigkeit um 20 und mehr Grad abfiel (nur bei Temperaturen über 230°C ... also beim PETG Druck mit 250°C z.B., beim PLA Druck mit 210°C hat die Heizpatrone genug Power um die Temperatur trotz 100% Lüfter zu halten).
Mein Hotend scheint ein wenig zu lang zu sein für die getesteten Filamentlüfter ... mit dem Zeichnen bin ich noch nicht so fit, dass ich mir was maßgeschneidertes basteln könnte
Hi,
du kannst deinen Heizblock mit Kaptonband umwickeln, dann kühlt ihn der Luftstrom nicht so.
Ich verwende momentan einen Radiallüfter der seitlich sitzt, mit einem kleinen Bogen daran, das die Luft richtung Düse geht. Gefühlt, direkt breitflächig unterhalt der Düse.
Ein kleiner Radiallüfter ist meine Empfehlung. Die Luftmenge ( gerichtet ) ist wesentlich höher als bei einem Axiallüfter und normalerweise auch leiser. Bei 100 Prozent bläst er mir das Filament weg
Axiallüfter haben keinen großen Druck und jede Verengung oder Kurve verringern stark den Luftstrom. Mein zweiter Radiallüfter bläst durch zwei kleine Schläuche (von außerhalb) den Hotendkühler an.
Das System würde ich so wieder verbauen.
Ist aber nix hübsches
Funktion vor Optik. Ich komm gerade so in Solidworks zurecht.
hier mal ein Foto davon.
https://www.facebook.com/4829113385...0.1444378873./484660845047749/?type=3&theater
du kannst deinen Heizblock mit Kaptonband umwickeln, dann kühlt ihn der Luftstrom nicht so.
Ich verwende momentan einen Radiallüfter der seitlich sitzt, mit einem kleinen Bogen daran, das die Luft richtung Düse geht. Gefühlt, direkt breitflächig unterhalt der Düse.
Ein kleiner Radiallüfter ist meine Empfehlung. Die Luftmenge ( gerichtet ) ist wesentlich höher als bei einem Axiallüfter und normalerweise auch leiser. Bei 100 Prozent bläst er mir das Filament weg
Axiallüfter haben keinen großen Druck und jede Verengung oder Kurve verringern stark den Luftstrom. Mein zweiter Radiallüfter bläst durch zwei kleine Schläuche (von außerhalb) den Hotendkühler an.
Das System würde ich so wieder verbauen.
Ist aber nix hübsches
Funktion vor Optik. Ich komm gerade so in Solidworks zurecht.
hier mal ein Foto davon.
https://www.facebook.com/4829113385...0.1444378873./484660845047749/?type=3&theater
Zuletzt bearbeitet:

