Hi Steffen,
der große Würfel für Maßhaltigkeit, der kleine für schnelle Kontrolle von Fehlerbildern.
Dicke Ecken entstehen durch schlechte Kühlung, das Material wird mitgezogen.
Infill halt normal, so um die 20%.
Grüße Jörg
der große Würfel für Maßhaltigkeit, der kleine für schnelle Kontrolle von Fehlerbildern.
Dicke Ecken entstehen durch schlechte Kühlung, das Material wird mitgezogen.
Infill halt normal, so um die 20%.
Grüße Jörg
danke
")
Wenn schon Würfel, dann viele Würfel in unterschiedlicher Größe und auf einem Druckbett gedruckt. Die Achsen sollten bei allen Größen im Rahmen deiner gewünschten Toleranz arbeiten.
Die dicken Ecken entstehen entweder durch den Layer-Wechsel und die kurze Verweildauer auf einer Stelle, oder (im Falle des Würfels) an dem Richtungswechsel beider Achsen und die dadurch bedingten Effekte: X auf STOP, Y auf GAS.
Druck mal den Würfel um 45° gedreht, drucke langsamer, ändere deine Jerk-Settings, ... Grundsätzlich aber ist der Würfel nicht wirklich gut geeignet, um eine Aussage über die Druckqualität zu treffen.
Die dicken Ecken entstehen entweder durch den Layer-Wechsel und die kurze Verweildauer auf einer Stelle, oder (im Falle des Würfels) an dem Richtungswechsel beider Achsen und die dadurch bedingten Effekte: X auf STOP, Y auf GAS.
Druck mal den Würfel um 45° gedreht, drucke langsamer, ändere deine Jerk-Settings, ... Grundsätzlich aber ist der Würfel nicht wirklich gut geeignet, um eine Aussage über die Druckqualität zu treffen.
was wäre deiner Meinung nach denn besser geeignet?
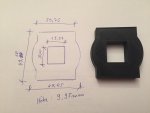
Zu allererst möchte ich jetzt nochmal an die Feinheiten in Sachen Maßen gehen, damit ich eben die ca. 0,3mm Maßunterschied noch wegbekomme.
Passen die Maße, möchte ich mich dem Druckbild widmen.
Viele Grüße
Steffen